
电 话:13583418900
18653459022
Q Q :844619474
邮 箱:844619474.com
网 址:www.dzystyjx.com
地 址:山东省德州市德城区新华工业园
深孔钻镗床是机床加工中不可缺少的设备,而在实际的加工过程中深孔镗床的工作效率对整个加工起着关键性的作用。不过我们一定要进行正确的施工,只有这样才能使其工作效率发挥到较大,那么我们应该如何有效提高深孔钻镗床的工作效率,接下来为大家详细说明下:1、要保证深孔镗床钻杆支架、刀具导向套与床头箱主轴和钻杆箱主轴的同轴度。2、深孔镗床的无级调节进给运动速度的正确控制。3、保持足够的压力、流量还有洁净的切削液系统。4、定做刮削滚光机厂家的钻头在钻入工件前,要时刻保证刀具导向保证刀头准确位置,得把导向套与工件端面保持相近的距离,既相互靠近的状态。5、刮削滚光机厂家要具有控制指示装置,比如主轴载荷表数值、进给速度表数值、切削液压力表数值、切削液流量控制表数值、过滤控制器数值及切削液温度监测数值等。 有效提高深孔钻镗床的工作效率的方法主要就是这些,大家一定要根据说明进行正确的操作,更多关于深孔钻镗床的信息,将继续为大家整理,欢迎及时查阅。

火箭弹身、火炮炮管、油缸孔和轴的轴向油孔都对加工精度和表面质量有着较高的要求,大多使用深孔镗头加工技术进行实施。但是,这项技术并不是,它还有很多地方需要改进。深孔镗头加工中的刀杆受到孔径的限制,有长度大、直径小的特点,导致刚性差、强度低,切削时还会产生振动、波纹和锥度,这些都会影响深孔加工中的直线度和表面粗糙度,是从事加工的厂家应该解决的问题。定做刮削滚光机厂家深孔镗头钻孔和扩孔中,为减少阻力,大多使用润滑液起到润滑作用,但没有特殊装置的冷却润滑液很难进入到切削区,导致刀具耐用度较低,排屑困难,这也需要深孔加工厂家多加注意并进行改进。此外,深孔镗头加工需要经验丰富的工人进行操作,因为刮削滚光机厂家加工过程中无法直接观察刀具的切削情况,经验不够丰富的工人无法正确判断切削过程是否正常,这也会影响切削的顺利进行。

深孔钻镗床是深孔加工机械的一种,深孔加工是指孔深与孔径之比大于5~10倍的孔加工,普通的定做刮削滚光机厂家深孔可以采用加长或者接长麻花钻。对于孔径比大于20~100倍的特深孔,用专用的设备和深孔刀具进行加工。在一般的深孔加工过程中,孔为半封闭,这样容易造成断屑、排屑难,导热性差,冷却润滑不易,还会出现刀具刚性差、易抖动、震动、变形、折断等情况。我公司经过长期的经验和研发,刮削滚光机厂家研制的适合深孔钻镗床各种加工方法的整套刀具系统,这套刀具系统包括排屑单双刃深孔钻、内排屑BTA系列类、立铣刀类和各种特殊成型的定制深孔刀具

随着科学技术的发展,各种设备都在进步,其中也包括了我们经常使用的深孔镗头,在加工技术这方面有很多需要改进的地方,那么该如何对深孔镗头的加工技术进行改进呢?下面由我们的工作人员来给大家简单介绍一下其相关知识点。 深孔镗头加工中的刀杆受到孔径的限制,有长度大、直径小的特点,导致刚性差、强度低,切削时深孔镗头还会产生振动、波纹和锥度,这些都会影响深孔镗头加工中的直线度和表面粗糙度,是从事加工的厂家要解决的问题。为了能够减少定做刮削滚光机厂家阻力,大多数用润滑液起到润滑作用,但没有特殊装置的冷却润滑液很难进入到切削区,导致刀具耐用度较低,排屑困难,这也需要深孔加工厂家多加注意并进行改进。 以上就是刮削滚光机厂家的相关知识点,希望以上的内容能够对大家有所帮助,如果大家有哪里不懂的地方或者有想要了解的可以直接联系我们的工作人员,我们将为您竭诚的服务以及提供的产品。

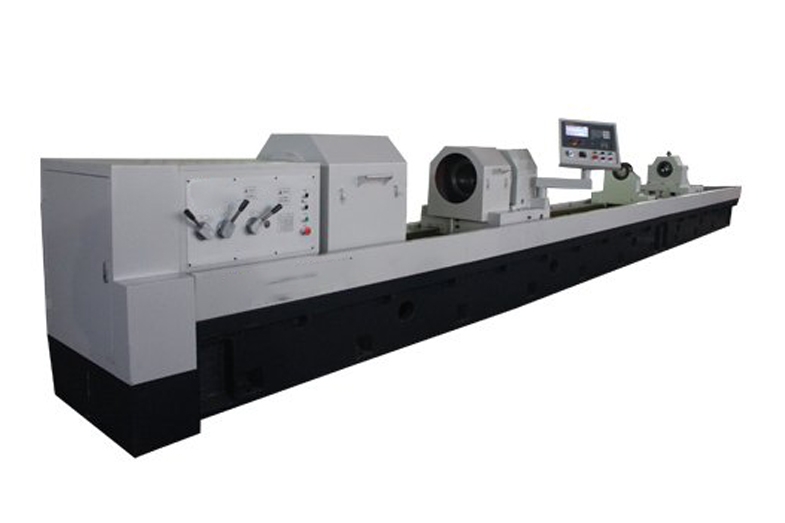
深孔钻镗床是我们在加工一些零件时经常用到的工具之一,深孔钻镗床用于加工孔径比(D/L)为1:6以上的深孔,如枪管、炮筒和机床主轴等部件中的深孔。工件旋转(或工件、刀具同时旋转)的深孔钻床类似于卧式车床。深孔钻床有通用的,专用的和由普通车床改装的,为了便于冷却和排屑,深孔钻床的布局都是卧式的,深孔钻床的主参数是钻孔深度。我们一起来探讨深孔钻镗床。1.刮削滚光机厂家的基本结构枪钻是由床体、主轴箱、集屑器、授油器、钻杆箱、工件支架、钻杆支架、进给系统、高压冷却系统、数控电气系统、液压系统组成。2.定做刮削滚光机厂家的工作过程表现被加工的工件由主轴箱和集屑器的锥顶盘顶紧,钻头由钻杆箱带动高速旋转实现切削运动,伺服电机带动滚珠丝杠推动钻杆箱实现进给运动,授油器将高压冷却油由钻头的尾部注入,从钻头的内孔直达工件的切削部位,钻屑由冷却液沿钻头的导屑槽冲到集屑器,进入集屑斗,冷却液经滤纸和磁过滤后回到油箱继续使用。以上叙述就是我们对于深孔钻镗床所进行的演技分析,希望能对您有所帮助,欢迎合作!

深孔钻镗床是一种常用的机床设备,其超高性能得到了广大用户的普遍认可,那么关于深孔钻镗床的日常操作流程,大家具体了解多少呢,今天为大家详细说明下:1、机床开机前求检查机床各项工件是否正常,加油,检查袖标、油量是否足够,油质清洁、油路畅通。检查机床各操纵机构是否灵活、可靠,电器装置及接地是否良好。2、机床工作前先低速空运转3-5min,确认润滑部分有油。3、在钻孔过程中,钻头未退出前不准停机。4、装钻头时要将推孔、锥柄擦拭干净,拆卸时要用专用工具,严禁随意敲打及超性能使用。5、定做刮削滚光机厂家工件必须牢固装夹在工作台,或专用工装上。机动进给钻通孔时,在接近钻进时改为手动进给。6、工件钻孔后带钱削平面时,所有刀样必须与孔径接近,转动配合。7、攻螺纹时,操纵可逆接合器使主轴正反转。8、严禁在工作过程中变速或改变进给量。9、刮削滚光机厂家发生异常现象时,立即停机排除,或通知维修工人处理。10、下班时,要将各手柄放在空档位置,切断电源,将机床清扫干净,并涂油防锈,做好交接班记录。大家一定要根据说明进行正确操作,从而使深孔钻镗床的性能能够充分发挥出来,更多关于深孔钻镗床的信息,将继续为大家整理,欢迎及时查阅。如果大家在操作过程中还有哪些疑问,欢迎及时查阅。




