
电 话:13583418900
18653459022
Q Q :844619474
邮 箱:844619474.com
网 址:www.dzystyjx.com
地 址:山东省德州市德城区新华工业园

对于深孔钻镗床的使用比较关心的便是其加工效率,其中包括切削速度和进给速度,切削速度是根据刀具结构、材料和工件材质确定,一般在50-100m/min。进给速度:根据加工工件情况和工艺情况确定,一般在10-100mm/min。要想对于深孔钻镗床更好的使用,除了需要了解这些知识外,还需要对其基本性能进行掌握,对此问题专业人员为我们做出总结:1) 在定做数控深孔钻镗床生产厂家可完成内孔的钻、镗、扩、滚压加工。2) 加工时,工件旋转、刀具进给,切削液通过授油器进入切削区,冷却、润滑切削区并带走切屑。3) 数控深孔钻镗床生产厂家钻孔时采用BTA内排屑的工艺方式。镗孔时采用镗杆内供切削液向前(床头端)排切削液、排切屑的工艺方式。4) 根据用户的需求,深孔钻镗床可带钻(镗)杆箱,工件可低速旋转,刀具高速旋转,提高加工效率。

深孔钻镗床现在的应用范围不断增加,其性能了广大用户的普遍认可,我们在选择时需要注意一定的事项,大家具体了解多少呢,我们来详细了解下:(1)机床的工作精度与工序要求的加工精度相适应。根据零件的加工精度要求选择机床,如精度要求低的粗加工工序,应选择精度低的机床,精度要求高的精加工工序,应选用精度高的机床。(2)深孔钻镗床主要规格的尺寸应与工件的轮廓尺寸相适应。即小的工件应当选择小规格的机床加工,而大的工件则选择大规格的机床加工,做到设备的合理使用。(3)装夹方便、夹具结构简单也是选择数控设备是需要考虑的一个因素。选择采用卧式数控机床,还是选择立式数控机床,将直接影响所选择的夹具的结构和加工坐标系,直接关系到数控编程的难易程度和数控加工的可靠性。(4)该定做数控深孔钻镗床生产厂家结构取决于机床规格尺寸、加工工件的重量等因素的影响。(5)数控深孔钻镗床生产厂家的功率与刚度以及机动范围应与工序的性质和较合适的切削用量相适应。如粗加工工序去除的毛坯余量大,切削余量选得大,就要求德州机床有大的功率和较好的刚度。深孔钻镗床在选择时应该注意的事项主要就是这些,大家在选择时一定要根据说明进行正确操作,只有这样才能选到理想的产品。

我们在日常的生活中会使用到深孔钻镗床,深孔钻镗床的工件旋转(或工件、刀具同时旋转)的深孔钻床类似于卧式车床。深孔钻床有通用的,专用的和由普通车床改装的,为了便于冷却和排屑,深孔钻床的布局都是卧式的,深孔钻床的主参数是钻孔深度。今天我们就来分析研究一下深孔钻镗床的主力是什么? 日常生活中的深孔钻镗床是指以工件旋转为主运动,车刀移动为进给运动加工回转表面的机床。它可用于加工各种回转成型面,而且深孔钻镗床是金属切削机床中使用广的一种机床。定做数控深孔钻镗床生产厂家是专门加工圆柱形深孔工件的设备,如加工机床的轴孔,各种机械液压油缸、汽缸圆柱形通孔、盲孔及阶梯孔等。机床不但可以承担钻削、镗削,而且还可以进行滚压加工,钻削时采用内排屑法。机床床身刚性强,精度保持性好。数控刮削滚光机工件旋转的深孔钻床类似于卧式车床。数控深孔钻镗床生产厂家有通用的,专用的和由普通车床改装的,为了便于冷却和排屑,深孔钻床的布局都是卧式的,深孔钻床的主参数是钻孔深度。以上叙述就是我们对于深孔钻镗床的主力所进行的分析研究,希望我们的叙述能对您有所帮助,感谢您的支持与鼓励,欢迎与我们进行合作,感谢观看。
深孔钻镗床主要用于深孔钻孔,扩孔,镗孔等深孔加工。但由于加工深度常达到十几米甚至几十米,在加工过程中,刀具损坏状况很难掌握,通常都由操作者根据自己的工作经验来判断。深孔钻镗床可以选择多轴钻床的钻头,我们应该如何进行选择呢,接下来为大家详细说明下:1、定做数控深孔钻镗床生产厂家选择好的包管产事物量:目前,深孔钻镗床的钻头的生产厂商很多,分我国和入口。2、相识钻头的种类和独特的地方:印制板钻孔用钻头有直柄麻花钻头、定柄麻花钻头和定柄铲形、钻头。3、注意数控深孔钻镗床生产厂家钻头的材质:印制板钻孔用钻头一般都接纳硬质合金,因为环氧玻璃布复铜箔板对刃具的磨损出格快。深孔钻镗床在选择多轴钻床的钻头时一定要根据说明进行正确选择,只有这样才能使其性能充分的展示,更多关于深孔钻镗床的信息,将继续为大家整理,欢迎及时查阅。

深孔钻镗床是一种常用的机床设备,其超高性能得到了广大用户的普遍认可,那么关于深孔钻镗床的日常操作流程,大家具体了解多少呢,今天为大家详细说明下:1、机床开机前求检查机床各项工件是否正常,加油,检查袖标、油量是否足够,油质清洁、油路畅通。检查机床各操纵机构是否灵活、可靠,电器装置及接地是否良好。2、机床工作前先低速空运转3-5min,确认润滑部分有油。3、在钻孔过程中,钻头未退出前不准停机。4、装钻头时要将推孔、锥柄擦拭干净,拆卸时要用专用工具,严禁随意敲打及超性能使用。5、定做数控深孔钻镗床生产厂家工件必须牢固装夹在工作台,或专用工装上。机动进给钻通孔时,在接近钻进时改为手动进给。6、工件钻孔后带钱削平面时,所有刀样必须与孔径接近,转动配合。7、攻螺纹时,操纵可逆接合器使主轴正反转。8、严禁在工作过程中变速或改变进给量。9、数控深孔钻镗床生产厂家发生异常现象时,立即停机排除,或通知维修工人处理。10、下班时,要将各手柄放在空档位置,切断电源,将机床清扫干净,并涂油防锈,做好交接班记录。大家一定要根据说明进行正确操作,从而使深孔钻镗床的性能能够充分发挥出来,更多关于深孔钻镗床的信息,将继续为大家整理,欢迎及时查阅。如果大家在操作过程中还有哪些疑问,欢迎及时查阅。

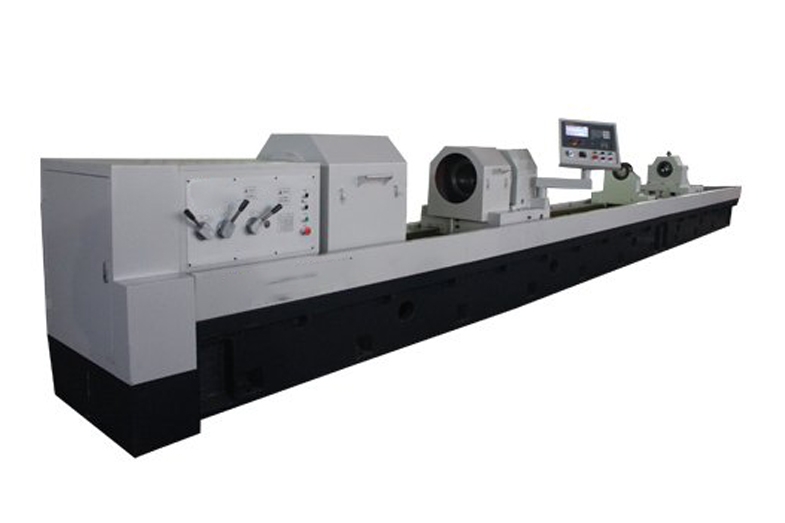
为了让大家更深入的了解深孔钻镗床,小编为大家介绍以下知识点:数控深孔钻镗床的主要结构:1.定做数控深孔钻镗床生产厂家机床由床身。床头箱、授油器、拖板、拖板进给系统、中心架、拖架、镗杆支架、镗杆箱、冷却系统、电气系统、液压系统、排屑装置等主要部件组成。2.机床床身、拖板、箱体、授油器体、支架体等零部件均采用高强度铸铁、树脂砂造型,保证机床刚性好、强度高、精度保持性好。床身采用我国较先额中频淬火,淬火深度3—5mm,HRC48-52,耐磨性较高。3. 数控深孔钻镗床生产厂家由授油器授油,授油器装置与机床主轴同心度高,更换导向套方便。镗削方式为推镗,排屑方式为前排屑。工件旋转,工件俩端外圆倒角大于5×30°,为工件夹紧定位用。镗杆旋转并由拖板带动实现纵向进给。深孔钻镗床床身 机床的床身是由多节床体组合而成,床体是三面封闭且有斜置筋板的结构,刚性较好。床身导轨式矩形的,承受能力大,导向精度好,导轨经过了淬火处理,耐磨性较高。床身导轨的凹槽中,安装着进给丝杠,丝杠是由多节组合而成,两端由支架支撑,中间由两个拖架铺助支撑,拖架可以沿凹槽底部的导轨移动,其行程与停留时靠拖板部分上的拉板和滚柱来控制。床身的前壁有一T型槽,其上装有镗杆支架定程座和拖板定程座,以便控制拖板和镗杆支架的位置。床身前壁装有齿条,与手动装置的齿轮啮合,供移动中心架、托架、镗杆支架用。以上就是关于深孔钻镗床的专业小知识,希望可以帮到您。




