
电 话:13583418900
18653459022
Q Q :844619474
邮 箱:844619474.com
网 址:www.dzystyjx.com
地 址:山东省德州市德城区新华工业园

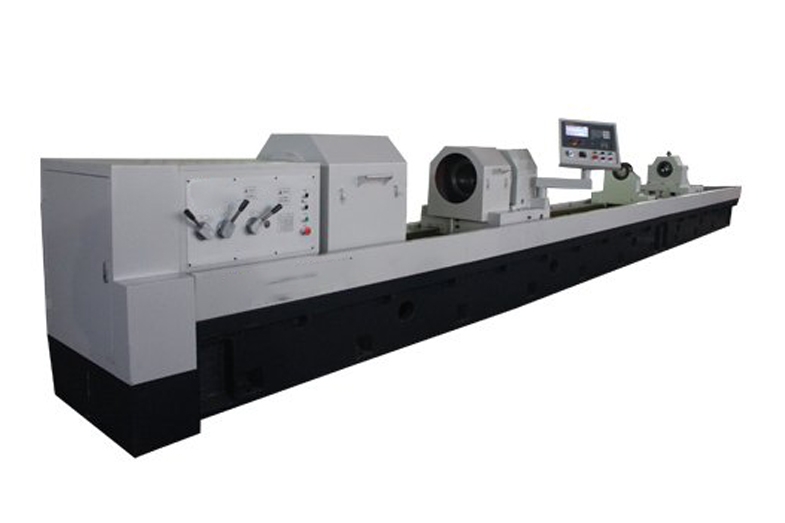
旧机床改造深孔钻镗床,深孔镗床是利用现有废旧机床资源,再制造出比原机床功能更强、性能指标更优并且节能节材、绿色环保的新机床,实现资源循环利用和机床能力综合提升。定做数控深孔钻镗床生产厂家对于小批量加工、非专业化深孔加工的厂家,深孔钻床成本过高。可用旧车床,钻床等旧机床,根据用户加工要求及现有设备情况制定改造方案,大大结约生产成本。如果加工要求精度高,生产量大建议直接选购新机器,数控深孔钻镗床生产厂家多年生产研发深孔加工机床:深孔钻镗床、刮削滚光机,可根据客户加工需求提供适合的生产解决方案,为您选择适合的产品,售后“三包”服务,免费提供上门技术培训。

深孔钻镗床主要用于深孔钻孔,扩孔,镗孔等深孔加工。但由于加工深度常达到十几米甚至几十米,在加工过程中,刀具损坏状况很难掌握,通常都由操作者根据自己的工作经验来判断。深孔钻镗床可以选择多轴钻床的钻头,我们应该如何进行选择呢,接下来为大家详细说明下:1、定做数控深孔钻镗床生产厂家选择好的包管产事物量:目前,深孔钻镗床的钻头的生产厂商很多,分我国和入口。2、相识钻头的种类和独特的地方:印制板钻孔用钻头有直柄麻花钻头、定柄麻花钻头和定柄铲形、钻头。3、注意数控深孔钻镗床生产厂家钻头的材质:印制板钻孔用钻头一般都接纳硬质合金,因为环氧玻璃布复铜箔板对刃具的磨损出格快。深孔钻镗床在选择多轴钻床的钻头时一定要根据说明进行正确选择,只有这样才能使其性能充分的展示,更多关于深孔钻镗床的信息,将继续为大家整理,欢迎及时查阅。

深孔钻镗床的主参数是比较大的钻孔深度,通常都是卧式的。在深孔钻镗床中,比较常用的就是他的专用刀具,那么这些专用刀具在选用的选用的时候都有哪些原则呢?今天就由我们的技术人员在这里为大家详细介绍一下。深孔钻镗床的刀具一般都是内排屑、三刃的深孔镗头,刀体上都有有两个导条和三个切削刀,按规格通常被分为小刀架式组合镗刀刀柄、整体硬质合金镗刀、深孔镗刀等等。定做数控深孔钻镗床生产厂家深孔镗头有两个出屑口,出屑口往外延伸2到5毫米。深孔镗刀都是采用内排屑,润滑油从镗杆外部进入,经导条和切削刃,后折回经镗杆空腔带出切屑向后排除,充分润滑并冷却镗头切削刃和导条。采用超硬刀具材料制造切削刃和导条,可提高深孔镗削的速度。对于深孔钻镗床的刀具选用问题我们暂时就为您讲到这,希望能给您起到一定的帮助,感谢各位的支持与观看,欢迎与数控深孔钻镗床生产厂家进行合作!如果您购买我们的产品,欢迎与我们的客服人员联系,我们会为您提供服务。

深孔钻镗床是一种常用的机床设备,其超高性能得到了广大用户的普遍认可,那么关于深孔钻镗床的日常操作流程,大家具体了解多少呢,今天为大家详细说明下:1、机床开机前求检查机床各项工件是否正常,加油,检查袖标、油量是否足够,油质清洁、油路畅通。检查机床各操纵机构是否灵活、可靠,电器装置及接地是否良好。2、机床工作前先低速空运转3-5min,确认润滑部分有油。3、在钻孔过程中,钻头未退出前不准停机。4、装钻头时要将推孔、锥柄擦拭干净,拆卸时要用专用工具,严禁随意敲打及超性能使用。5、定做数控深孔钻镗床生产厂家工件必须牢固装夹在工作台,或专用工装上。机动进给钻通孔时,在接近钻进时改为手动进给。6、工件钻孔后带钱削平面时,所有刀样必须与孔径接近,转动配合。7、攻螺纹时,操纵可逆接合器使主轴正反转。8、严禁在工作过程中变速或改变进给量。9、数控深孔钻镗床生产厂家发生异常现象时,立即停机排除,或通知维修工人处理。10、下班时,要将各手柄放在空档位置,切断电源,将机床清扫干净,并涂油防锈,做好交接班记录。大家一定要根据说明进行正确操作,从而使深孔钻镗床的性能能够充分发挥出来,更多关于深孔钻镗床的信息,将继续为大家整理,欢迎及时查阅。如果大家在操作过程中还有哪些疑问,欢迎及时查阅。
深孔钻镗床是一种常用的机床设备,其高性能受到广大用户的普遍认可,不过深孔钻镗床在操作时需要注意一些重要的步骤,大家对这方面信息具体了解多少呢,今天为大家详细说明下:1.启动深孔钻镗床前应检查滑动面是否干净,手柄位置是否正确,润滑点应加油。2.当启动深孔钻镗床冷却泵时要检查冷却液的流动。3.启动深孔钻镗床主轴前,检查钻塞是否取出,否则禁止启动主轴。4.定做数控深孔钻镗床生产厂家主轴箱,每个钻箱齿轮箱的润滑电动机起动前应启动,能够停止速度转换后进行钻框。5.数控深孔钻镗床生产厂家开车上班的过程中操作人员要严守岗位,如果出现异常情况应立即停车检查。接到深孔钻镗床运行命令时,先打开冷却泵,然后打开主轴。深孔钻镗床在操作时的重要步骤就是这些,我们一定要根据说明进行合理操作,从而使其性能充分的展示,更多关于深孔钻镗床的信息,将继续为您整理,欢迎及时查阅。

深孔钻镗床的运行采用水平式回转桶,桶内分有无披覆内衬,其功能就不同,内桶覆PU胶,可耐酸碱、耐磨,又可防工件碰撞;桶内无披覆内衬,适合钢珠或钢铁制品,因可加强切削力,促使更大效果。无论桶内分有无披覆内衬,我们在际的钻削中应该注意一些事项,接下来为大家详细说明下:深孔加工是处于封闭或半封闭的状态下,故不能直接观察到刀具的切削情况。目前只能凭经验,通过听声音、看切削、观察机床负荷及压力表、触摸震动等外观现象来判断切削过程是否正常。切削热不易传散。一般切削过程中有80%的切削热被切屑带走,而深孔钻削只有40%,刀具占切削热的比例较大,扩散迟、易过热,刀口温度可达600度,采取强制有效的冷却方式。切屑不易排出。由于孔深,切屑经过的路线长,容易发生堵塞,造成钻头崩刀。因此,定做数控深孔钻镗床生产厂家切屑的长短和形状要加以控制,并要进行强制性排屑。工艺系统刚性差。因受孔径尺寸限制,孔的长径比较大,钻杆细而长,刚性差,易产生震动,钻孔易走偏,因而支撑导向很重要。数控深孔钻镗床生产厂家在实际的钻削中应该注意的事项主要就是这些,今天就为大家介绍到这里,更多关于深孔钻镗床的信息,将继续为大家整理,希望对大家的操作能有所帮助。




