
电 话:13583418900
18653459022
Q Q :844619474
邮 箱:844619474.com
网 址:www.dzystyjx.com
地 址:山东省德州市德城区新华工业园

深孔钻镗床有通用的,专用的和由普通车床改装的,为了便于冷却和排屑,深孔钻镗床的布局都是卧式的,深孔钻镗床的主参数是钻孔深度。我们今天就来说一下深孔钻镗床如何规范使用:1. 调整深孔钻镗床速度、行程、装夹工具和工件时,及擦试机床时要停车进行。2.自动走刀需要选好进给速度,调好行程限位块。手动进刀一般按照逐渐增压和减压的原则进行,避免用力过猛导致事故的发生。3.定制镗床专用刀生产厂家使用摇臂钻,横臂回转范围内不准有障碍物。横臂和工作台不准有浮放物。4.深孔钻床开动后,不准接触运动着的工件、刀具和传动部分。禁止隔着机床转动部分传递或拿取工具等物品。5.镗床专用刀生产厂家钻头上绕长铁屑时,要停车清除,禁止用口吹,手拉、应使用刷子或铁钩清除以上就是我们对于深孔钻镗床的规范使用进行的研究分析,希望对您能有所帮助,感谢您的观看!欢迎与我们进行合作!

随着经济的不断发展,深孔钻镗床在机床的加工中的作用越来越重要,我们都知道深孔钻镗床用于加工孔径比(D/L)为1:6以上的深孔,如枪管、炮筒和机床主轴等部件中的深孔。而深孔钻镗床有通用的,专用的和由普通车床改装的,为了便于冷却和排屑,深孔钻镗床的主参数是较大钻孔深度。那么除此之外,该产品在加工的过程中,还应该具备哪些条件呢?我们一起来了解一下。首先在定制镗床专用刀生产厂家的加工过程中,要保证钻杆支架、刀具导向套与床头箱主轴和钻杆箱主轴的同轴度。在过程中还要注意无级调节进给运动速度。而且镗床专用刀生产厂家还要具备足够压力、流量和洁净的切削液系统。当然控制指示装置也是的,如主轴载荷(转矩)表、进给速度表、切削液压力表、切削液流量控制表、过滤控制器及切削液温度监测等。

关于深孔镗头的工作原理知识点大家了解多少呢?为了方便用户能够更好的了解我们的产品知识,下面由小编来给大家简单介绍一下其相关知识点。深孔镗头结构采用床头主轴进油的方式,切削液携带切屑,经由镗杆与毛坯内孔的间隙,向工件的尾端排出,选择镗杆时需保证排屑空间,通常应保证镗杆与毛坯内孔间隙s≥2t(吃刀深度),同时加工时适当提高进给量,保证切屑为卷状短碎屑。定制镗床专用刀生产厂家结构中,工件在切削过程中受拉力,弯曲变形的影响非常小,可以满足细长、薄壁工件的加工,同时由于出口端设置了镗杆导向,镗削的后半程中,加工孔形成的轴线有向机床轴线靠拢的趋势,因此镗床专用刀生产厂家可实现很大的加工深径比。用此结构可加工石油化工用裂解管,加工内孔φ100毫米,在保证较终壁厚差要求的前提下,单节可实现的加工深度在8米以上。用于实现大的深径比。以上就是深孔镗头的相关知识点,希望以上的内容能够对大家有所帮助,感谢您的观看和支持,欢迎新老顾客与我们进行合作。

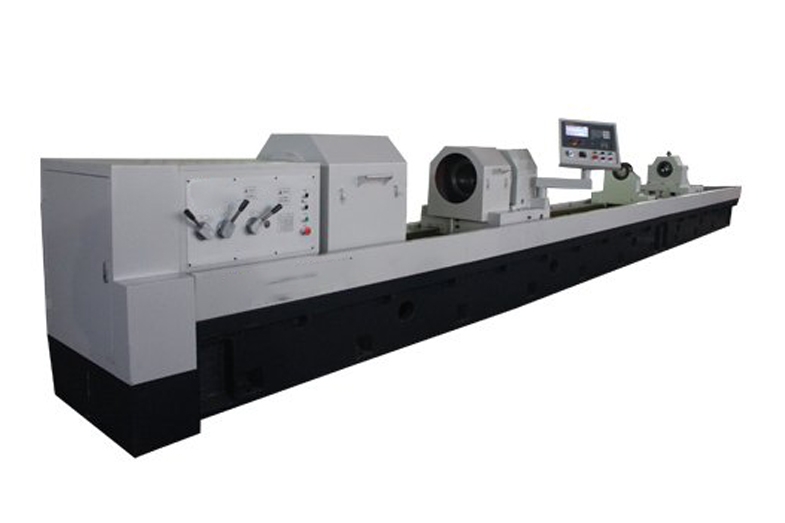
随着多种行业的不断发展,其包括深孔钻镗床在内的多种机床类机械都已经获得了广泛的应用,我们知道对于一种机床生产,要想获得进一步的发展与应用,就需要对其机床自身进行改进与完善工作。我公司便很好的做到了这一点。通过对于相应的改进,这种重型深孔钻镗床较大承载320吨,较大工件回转直径3200mm,较大加工工件长度18000mm,较大套料孔直径250mm,较大镗孔直径1600mm。此外该定制镗床专用刀生产厂家主要用于核电转子、电机转子等大型回转类零件的超长深孔钻削、深孔套料、深孔镗削的加工; 还可用车刀架车削工件端面及端部外圆;具有压力及扭矩保护功能和超长数显装置的定距进给等功能,是镗床专用刀生产厂家大型电站转子、水轮机主轴等能源行业的核心部件必不可少的制造装备。希望能够通过这些介绍可以对我们日后的应用工作起到一定的帮助。
深孔钻镗床用途及适用范围:本产品主要用于黑色金属及有色金属在高负荷低转速条件下的切削加工:如钻孔、镗孔、插齿、滚齿、螺纹切削、铰孔、攻丝及高精度打孔专用枪钻的润滑,也可以作为高速金属切削、刮削、滚轧加工的润滑剂等。本产品根据基础油品及添加剂的不同分为几个等级,分别适用与普通碳钢、铜、铝、不锈钢、钛、镍等合金钢的深孔加工。深孔钻镗床虽然属于切削工艺,但和传统切削又有所不同。深孔钻镗床在加工初期,钻头和工件一接触,定制镗床专用刀生产厂家压力就达到2000N左右,温度瞬时增高,镗床专用刀生产厂家要求所选油品粘度高低,冷却性要好.排屑要顺畅;加工结束时压力大约在4000N左右,如果所选油品的压值(PD)低于4000N或者油品中压剂释放速度慢的话,那么冒烟.钻头磨损快就是必然的了,所以选择的压剂只要粘度低.并且在2000N-4000N这个阶段能够迅速释放.压值在6080以上就可以了。




