
电 话:13583418900
18653459022
Q Q :844619474
邮 箱:844619474.com
网 址:www.dzystyjx.com
地 址:山东省德州市德城区新华工业园

深孔钻镗床作为一种常见的机床设备,我们有责任帮助大家进行安全操作,它的安全行进有一定的准则,大家对这方面信息具体了解多少呢,我们来详细了解下:1、使用数控深孔钻床工作前穿好工作服,扎好袖口,不准围围巾,严禁戴手套,女工发辫应挽在帽子内。2、自动走刀,要选好进给速度,调好行程限位块。手动进刀一般按逐渐增压和减压的原则进行,以免用力过猛造成事故。3、数控深孔钻床的平台要紧住,工件要夹紧。钻小件时应用专用工具夹持,防止被加工件带起旋转,不准用手拿着或按着钻孔。4、调整加工深孔加工价格速度、行程、装夹工具和工件时,以及擦试机床时,要停车进行。5、要检查深孔加工价格上的防护、保险、信号装置,机械传动部分、电气部分要有可靠的防护装置。工、卡具是否完好,否则不准开动。深孔钻镗床行进准则主要就是这些,大家在操作时一定要根据说明进行正确操作,从而使其性能充分的展示,更多关于深孔钻镗床的信息,将继续为您整理,欢迎及时向我们咨询。

我们在日常的生活中会使用到深孔钻镗床,深孔钻镗床的工件旋转(或工件、刀具同时旋转)的深孔钻床类似于卧式车床。深孔钻床有通用的,专用的和由普通车床改装的,为了便于冷却和排屑,深孔钻床的布局都是卧式的,深孔钻床的主参数是钻孔深度。今天我们就来分析研究一下深孔钻镗床的主力是什么? 日常生活中的深孔钻镗床是指以工件旋转为主运动,车刀移动为进给运动加工回转表面的机床。它可用于加工各种回转成型面,而且深孔钻镗床是金属切削机床中使用广的一种机床。加工深孔加工价格是专门加工圆柱形深孔工件的设备,如加工机床的轴孔,各种机械液压油缸、汽缸圆柱形通孔、盲孔及阶梯孔等。机床不但可以承担钻削、镗削,而且还可以进行滚压加工,钻削时采用内排屑法。机床床身刚性强,精度保持性好。数控刮削滚光机工件旋转的深孔钻床类似于卧式车床。深孔加工价格有通用的,专用的和由普通车床改装的,为了便于冷却和排屑,深孔钻床的布局都是卧式的,深孔钻床的主参数是钻孔深度。以上叙述就是我们对于深孔钻镗床的主力所进行的分析研究,希望我们的叙述能对您有所帮助,感谢您的支持与鼓励,欢迎与我们进行合作,感谢观看。

随着经济的不断发展,深孔钻镗床在机床的加工中的作用越来越重要,我们都知道深孔钻镗床用于加工孔径比(D/L)为1:6以上的深孔,如枪管、炮筒和机床主轴等部件中的深孔。而深孔钻镗床有通用的,专用的和由普通车床改装的,为了便于冷却和排屑,深孔钻镗床的主参数是较大钻孔深度。那么除此之外,该产品在加工的过程中,还应该具备哪些条件呢?我们一起来了解一下。首先在加工深孔加工价格的加工过程中,要保证钻杆支架、刀具导向套与床头箱主轴和钻杆箱主轴的同轴度。在过程中还要注意无级调节进给运动速度。而且深孔加工价格还要具备足够压力、流量和洁净的切削液系统。当然控制指示装置也是的,如主轴载荷(转矩)表、进给速度表、切削液压力表、切削液流量控制表、过滤控制器及切削液温度监测等。

火箭弹身、火炮炮管、油缸孔和轴的轴向油孔都对加工精度和表面质量有着较高的要求,大多使用深孔镗头加工技术进行实施。但是,这项技术并不是,它还有很多地方需要改进。深孔镗头加工中的刀杆受到孔径的限制,有长度大、直径小的特点,导致刚性差、强度低,切削时还会产生振动、波纹和锥度,这些都会影响深孔加工中的直线度和表面粗糙度,是从事加工的厂家应该解决的问题。加工深孔加工价格深孔镗头钻孔和扩孔中,为减少阻力,大多使用润滑液起到润滑作用,但没有特殊装置的冷却润滑液很难进入到切削区,导致刀具耐用度较低,排屑困难,这也需要深孔加工厂家多加注意并进行改进。此外,深孔镗头加工需要经验丰富的工人进行操作,因为深孔加工价格加工过程中无法直接观察刀具的切削情况,经验不够丰富的工人无法正确判断切削过程是否正常,这也会影响切削的顺利进行。
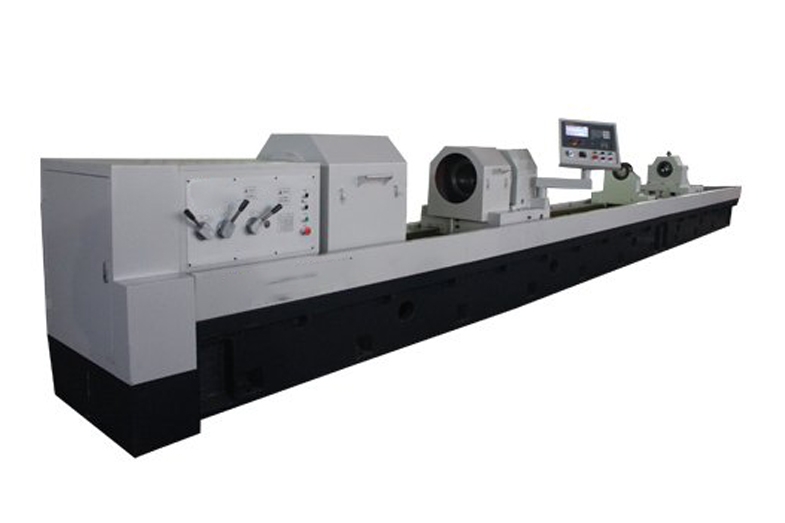
深孔钻镗床是在我公司成熟产品T2250深孔钻镗床的基础上开发研制的新一代深孔钻镗床产品。根据工件长短,该产品选用两种加工工艺,短工件采用授油器并液压顶紧;长工件采用由镗杆尾部授油、四爪卡盘夹紧。授油器采用创新的结构形式,承重性能有很大提高,旋转精度高。床身导轨采用适宜深孔加工机床的导轨,承载能力大,加工深孔加工价格导向精度更好,导轨经过淬火处理,耐磨性较高。授油器夹紧、顶紧采用液压系统,并有能使授油器拖板快进、快退的机构。深孔钻镗床适用于机床制造、机车、船舶、军工、煤机、工程机械、液压、动力机械、风动机械等行业的镗削、滚压加工,工件粗糙度一般可以达到R0.4要求,可靠,操作方便。深孔加工价格以适应不同的加工工艺要求。深孔钻镗床还可按照用户需要提供各种变形产品。




