
电 话:13583418900
18653459022
Q Q :844619474
邮 箱:844619474.com
网 址:www.dzystyjx.com
地 址:山东省德州市德城区新华工业园

深孔钻镗床是加工圆柱形深孔零件的专用机床,适用于圆柱形深孔工件的钻镗削加工,镗孔时采用授油器供油,通过切削区,把切屑排向床头的排屑斗。深孔加工刀具生产厂家钻孔时采用内排屑方式(BTA)方式,即授油器供油,通过切削区,把切屑由钻杆内部排向床身后部的排屑斗。深孔钻镗床结构:深孔钻镗床采用PLC控制,授油器和进给拖板往复运动均采用伺服电机控制,传动采用居两导轨中部的齿条传动,保证了定做深孔加工刀具生产厂家超长运动中进给传动的精度和刚性的要求。床体两侧安装防护,并采用地上油箱结构,改善了机床环境。机床可配备自动或手动涨缩组合刀具,大大提高了机床加工效率。
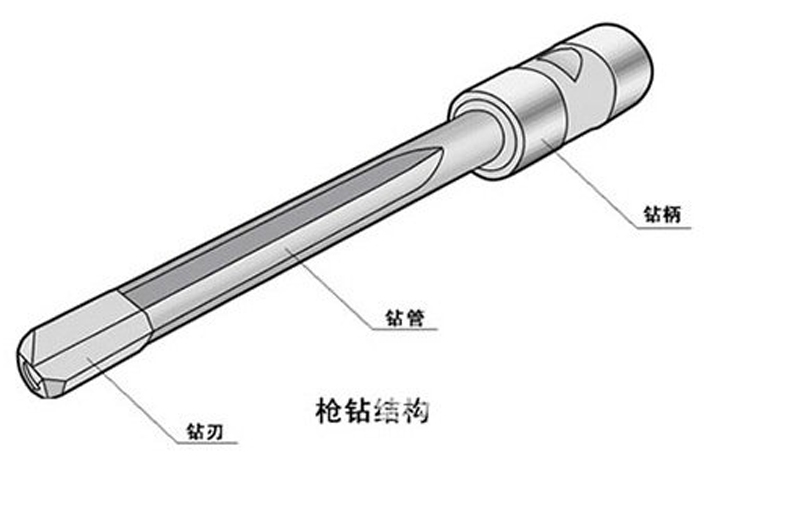
随着经济的不断发展,深孔钻镗床在机床的加工中的作用越来越重要,我们都知道深孔钻镗床用于加工孔径比(D/L)为1:6以上的深孔,如枪管、炮筒和机床主轴等部件中的深孔。而深孔钻镗床有通用的,专用的和由普通车床改装的,为了便于冷却和排屑,深孔钻镗床的主参数是较大钻孔深度。那么除此之外,该产品在加工的过程中,还应该具备哪些条件呢?我们一起来了解一下。首先在定做深孔加工刀具生产厂家的加工过程中,要保证钻杆支架、刀具导向套与床头箱主轴和钻杆箱主轴的同轴度。在过程中还要注意无级调节进给运动速度。而且深孔加工刀具生产厂家还要具备足够压力、流量和洁净的切削液系统。当然控制指示装置也是的,如主轴载荷(转矩)表、进给速度表、切削液压力表、切削液流量控制表、过滤控制器及切削液温度监测等。

在机床行业不断发展的形式下,包括深孔钻镗床在内的多种机床都已经获得进一步的发展与应用,在此为了更好的促进用户对其了解,相关专业技术人员对其所具有基本性能总结如下:1、定做深孔加工刀具生产厂家的钻孔工作采用BTA内排屑的工艺方式。镗孔时采用向前(床头端)排切削液、排切屑的工艺方式。2、根据使用深孔加工刀具生产厂家加工工艺的需要,可安装钻杆箱,刀具旋转。降低工件转速,提高加工效率,保证加工质量。3、在我们使用深孔钻镗床进行加工时,工件旋转、刀具进给,切削液冷通过授油器(或镗杆)进入切削区,冷却、润滑切削区并带走切屑。以上几点是有关对于深孔钻镗床所具有基本性能的讲述,如果您对其还有其他不了解之处,可详情咨询我们专业工作人员。

深孔钻镗床现在已经逐步了广泛的应用,对于该设备的工作人员需要经过一定考试,合格后才能进行操作,关于深孔钻镗床的日常操作流程,大家具体了解多少呢,对它的详细了解将有助于有效延长深孔钻镗床的使用寿命,所以今天我们要为大家详细说明下关于深孔钻镗床的具体操作详情:1、深孔钻镗床开机前求检查机床各项工件是否正常,加油,检查袖标、油量是否足够,油质清洁、油路畅通。检查机床各操纵机构是否灵活、可靠,电器装置及接地是否良好。2、在钻孔过程中,钻头未退出前不准停机,工件牢固装夹在工作台,或专用工装上。机动进给钻通孔时在接近钻进时改为手动进给。3、定做深孔加工刀具生产厂家工作前先低速空运转3-5min,确认润滑部分有油,装钻头时要将推孔、锥柄擦拭干净,拆卸时要用专用工具,严禁随意敲打及超性能使用。4、攻螺纹时,操纵可逆接合器使主轴正反转,严禁在工作过程中变速或改变进给量。5、深孔加工刀具生产厂家工件钻孔后带钱削平面时,所有刀样与孔径接近,转动配合;深孔钻镗床发生异常现象时,立即停机排除,或通知维修工人处理。深孔钻镗床的具体操作详情就是这些,相信大家通过本篇信息,对该设备的操作已经有所了解了,大家一定要根据说明进行正确操作,只有这样才能有效延长其使用寿命。

深孔钻镗床主要用于深孔钻孔,扩孔,镗孔等深孔加工。但由于加工深度常达到十几米甚至几十米,在加工过程中,刀具损坏状况很难掌握,通常都由操作者根据自己的工作经验来判断。深孔钻镗床可以选择多轴钻床的钻头,我们应该如何进行选择呢,接下来为大家详细说明下:1、定做深孔加工刀具生产厂家选择好的包管产事物量:目前,深孔钻镗床的钻头的生产厂商很多,分我国和入口。2、相识钻头的种类和独特的地方:印制板钻孔用钻头有直柄麻花钻头、定柄麻花钻头和定柄铲形、钻头。3、注意深孔加工刀具生产厂家钻头的材质:印制板钻孔用钻头一般都接纳硬质合金,因为环氧玻璃布复铜箔板对刃具的磨损出格快。深孔钻镗床在选择多轴钻床的钻头时一定要根据说明进行正确选择,只有这样才能使其性能充分的展示,更多关于深孔钻镗床的信息,将继续为大家整理,欢迎及时查阅。

深孔钻镗床是一种高精度、高自动化的深孔加工专用机床,依靠较先的孔加工技术(枪钻、BTA钻、喷吸钻等),通过一次连续的钻削即可达到一般需钻、扩、铰工序才能达到的加工精度和表面粗糙度。不过深孔钻镗床在应用中可能会出现一些问题,我们要做好相应的调整工作,关于这一信息,我们来详细了解下:深孔镗床厂家承接各种型号机床、机械加工设备的大修改造业务,对使用年久,精度丢失的机床设备进行修理,恢复机床、设备的几何精度、动态精度,满足客户的加工精度要求。承担各类磨床及进口机床主轴的动静压组合轴承精化改造。深孔镗床在工作的时候,偶尔也会出现排屑不畅的现象,在这个时候可以调整混合浓度,加大冷却液的用量,还能够查看液体压力,但是要注意的是封闭混合阀之后,液路压力调整到2.5-3.1兆帕之间,替换道具后,调查定做深孔加工刀具生产厂家切削的状况,而且对于切削参数作出一定的调整,然后查看深孔镗床的道具的出的孔的地方压力应该更高一些。深孔钻镗床在出现问题后相应的调整工作主要就是这些,深孔加工刀具生产厂家一去空是不是被阻塞,必要的时候要重磨道具,查看气体压力,气压的下限在5千克一下,小于10毫米定要根据说明进行正确操作,只有这样才能使其性能成功展示,更多关于深孔钻镗床的信息,将继续为您整理,欢迎及时查阅。




