
电 话:13583418900
18653459022
Q Q :844619474
邮 箱:844619474.com
网 址:www.dzystyjx.com
地 址:山东省德州市德城区新华工业园

深孔钻镗床是在我公司成熟产品T2250深孔钻镗床的基础上开发研制的新一代深孔钻镗床产品。根据工件长短,该产品选用两种加工工艺,短工件采用授油器并液压顶紧;长工件采用由镗杆尾部授油、四爪卡盘夹紧。授油器采用创新的结构形式,承重性能有很大提高,旋转精度高。床身导轨采用适宜深孔加工机床的导轨,承载能力大,定制深孔加工刀具价格导向精度更好,导轨经过淬火处理,耐磨性较高。授油器夹紧、顶紧采用液压系统,并有能使授油器拖板快进、快退的机构。深孔钻镗床适用于机床制造、机车、船舶、军工、煤机、工程机械、液压、动力机械、风动机械等行业的镗削、滚压加工,工件粗糙度一般可以达到R0.4要求,可靠,操作方便。深孔加工刀具价格以适应不同的加工工艺要求。深孔钻镗床还可按照用户需要提供各种变形产品。
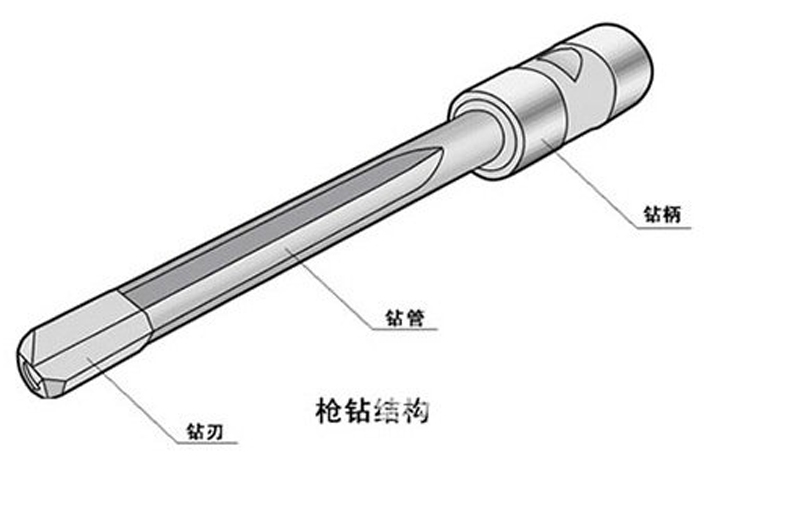
深孔钻镗床是加工圆柱形深孔零件的专用机床,适用于圆柱形深孔工件的钻镗削加工,镗孔时采用授油器供油,通过切削区,把切屑排向床头的排屑斗。深孔加工刀具价格钻孔时采用内排屑方式(BTA)方式,即授油器供油,通过切削区,把切屑由钻杆内部排向床身后部的排屑斗。深孔钻镗床结构:深孔钻镗床采用PLC控制,授油器和进给拖板往复运动均采用伺服电机控制,传动采用居两导轨中部的齿条传动,保证了定制深孔加工刀具价格超长运动中进给传动的精度和刚性的要求。床体两侧安装防护,并采用地上油箱结构,改善了机床环境。机床可配备自动或手动涨缩组合刀具,大大提高了机床加工效率。

深孔钻镗床用途及适用范围:本产品主要用于黑色金属及有色金属在高负荷低转速条件下的切削加工:如钻孔、镗孔、插齿、滚齿、螺纹切削、铰孔、攻丝及高精度打孔专用枪钻的润滑,也可以作为高速金属切削、刮削、滚轧加工的润滑剂等。本产品根据基础油品及添加剂的不同分为几个等级,分别适用与普通碳钢、铜、铝、不锈钢、钛、镍等合金钢的深孔加工。深孔钻镗床虽然属于切削工艺,但和传统切削又有所不同。深孔钻镗床在加工初期,钻头和工件一接触,定制深孔加工刀具价格压力就达到2000N左右,温度瞬时增高,深孔加工刀具价格要求所选油品粘度高低,冷却性要好.排屑要顺畅;加工结束时压力大约在4000N左右,如果所选油品的压值(PD)低于4000N或者油品中压剂释放速度慢的话,那么冒烟.钻头磨损快就是必然的了,所以选择的压剂只要粘度低.并且在2000N-4000N这个阶段能够迅速释放.压值在6080以上就可以了。

深孔钻镗床是一种常用的机床设备,其超高性能得到了广大用户的普遍认可,那么关于深孔钻镗床的日常操作流程,大家具体了解多少呢,今天为大家详细说明下:1、机床开机前求检查机床各项工件是否正常,加油,检查袖标、油量是否足够,油质清洁、油路畅通。检查机床各操纵机构是否灵活、可靠,电器装置及接地是否良好。2、机床工作前先低速空运转3-5min,确认润滑部分有油。3、在钻孔过程中,钻头未退出前不准停机。4、装钻头时要将推孔、锥柄擦拭干净,拆卸时要用专用工具,严禁随意敲打及超性能使用。5、定制深孔加工刀具价格工件必须牢固装夹在工作台,或专用工装上。机动进给钻通孔时,在接近钻进时改为手动进给。6、工件钻孔后带钱削平面时,所有刀样必须与孔径接近,转动配合。7、攻螺纹时,操纵可逆接合器使主轴正反转。8、严禁在工作过程中变速或改变进给量。9、深孔加工刀具价格发生异常现象时,立即停机排除,或通知维修工人处理。10、下班时,要将各手柄放在空档位置,切断电源,将机床清扫干净,并涂油防锈,做好交接班记录。大家一定要根据说明进行正确操作,从而使深孔钻镗床的性能能够充分发挥出来,更多关于深孔钻镗床的信息,将继续为大家整理,欢迎及时查阅。如果大家在操作过程中还有哪些疑问,欢迎及时查阅。

在目前这个各大行业都迅速发展的环境下,我们机床行业也不甘落后,其中深孔钻镗床就是我们主要研制的产品,经过我们的不断努力,该产品已经代表着较先、孔加工技术,通过一次走刀就可以获得的加工效果,加工出来的孔位置准确,尺寸精度好;直线度、同轴度高,并且有很高的表面光洁度和重复性。而且随着定制深孔加工刀具价格技术的不断进步,孔的加工增加了,孔加工约占机构加工量的三份之一,是一种重要的加工方式。在这一范畴内,由于孔的形状规格,精度与用途不同,加工方法各异使孔加工用的刀具种类繁多。还能够方便的加工各种形式的深孔,对于各种特殊形式的深孔,比如深孔加工刀具价格交叉孔、斜孔、盲孔及平底盲孔等也能很好的解决。




