
电 话:13583418900
18653459022
Q Q :844619474
邮 箱:844619474.com
网 址:www.dzystyjx.com
地 址:山东省德州市德城区新华工业园
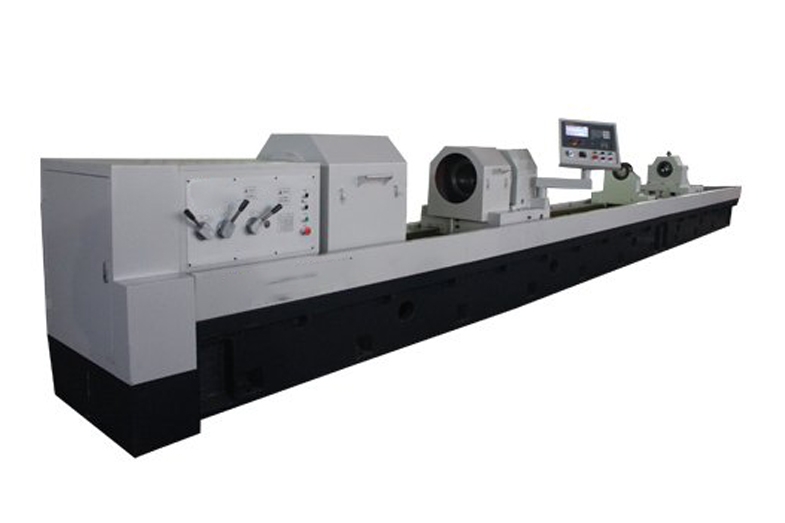
对于深孔钻镗床的使用比较关心的便是其加工效率,其中包括切削速度和进给速度,切削速度是根据刀具结构、材料和工件材质确定,一般在50-100m/min。进给速度:根据加工工件情况和工艺情况确定,一般在10-100mm/min。要想对于深孔钻镗床更好的使用,除了需要了解这些知识外,还需要对其基本性能进行掌握,对此问题专业人员为我们做出总结:1) 在加工盲孔镗床价格可完成内孔的钻、镗、扩、滚压加工。2) 加工时,工件旋转、刀具进给,切削液通过授油器进入切削区,冷却、润滑切削区并带走切屑。3) 盲孔镗床价格钻孔时采用BTA内排屑的工艺方式。镗孔时采用镗杆内供切削液向前(床头端)排切削液、排切屑的工艺方式。4) 根据用户的需求,深孔钻镗床可带钻(镗)杆箱,工件可低速旋转,刀具高速旋转,提高加工效率。

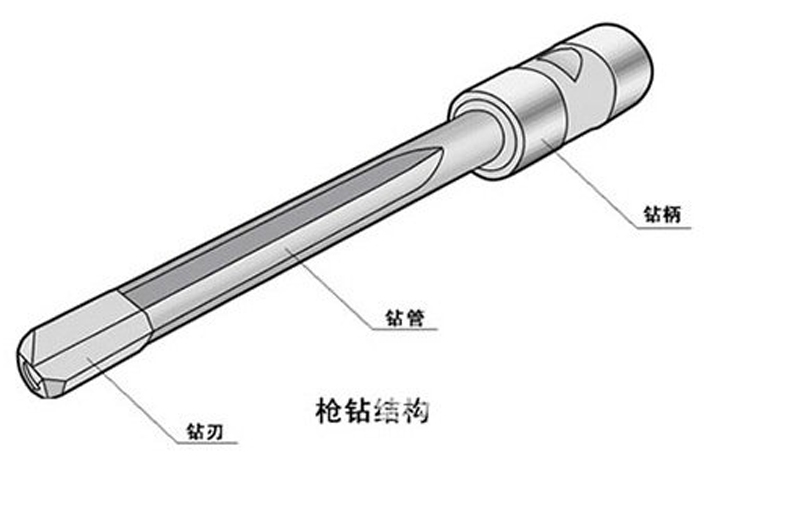
随着经济的不断发展,深孔钻镗床在机床的加工中的作用越来越重要,我们都知道深孔钻镗床用于加工孔径比(D/L)为1:6以上的深孔,如枪管、炮筒和机床主轴等部件中的深孔。而深孔钻镗床有通用的,专用的和由普通车床改装的,为了便于冷却和排屑,深孔钻镗床的主参数是较大钻孔深度。那么除此之外,该产品在加工的过程中,还应该具备哪些条件呢?我们一起来了解一下。首先在加工盲孔镗床价格的加工过程中,要保证钻杆支架、刀具导向套与床头箱主轴和钻杆箱主轴的同轴度。在过程中还要注意无级调节进给运动速度。而且盲孔镗床价格还要具备足够压力、流量和洁净的切削液系统。当然控制指示装置也是的,如主轴载荷(转矩)表、进给速度表、切削液压力表、切削液流量控制表、过滤控制器及切削液温度监测等。

在对大多数机床运行工作时都不是单独存在,大多数都是需要相关部件的配合,例如对于深孔钻镗床的使用需要刀具的运行一样,今天专业技术人员就对于其刀具的运行原理进行介绍; 在哦我们使用深孔钻镗床进行正常加工过程中,随着钻孔的深入,加工盲孔镗床价格刀具所受钻削扭矩基本保持不变,电机的功率也基本保持不变。当刀具损坏后,则刀具所受扭矩变大,从而引起电机电流,通过PLC的模拟量输入模块将检测到模拟量信号转变为数字量信号,利用PLC的运算功能与设定值进行比较,来确定刀具是否损坏。如果对于盲孔镗床价格的使用时发现了刀具的损坏需要及时解决,避免造成不必要的损失。
深孔钻镗床作为一种常见的机床设备,我们有责任帮助大家进行安全操作,它的安全行进有一定的准则,大家对这方面信息具体了解多少呢,我们来详细了解下:1、使用数控深孔钻床工作前穿好工作服,扎好袖口,不准围围巾,严禁戴手套,女工发辫应挽在帽子内。2、自动走刀,要选好进给速度,调好行程限位块。手动进刀一般按逐渐增压和减压的原则进行,以免用力过猛造成事故。3、数控深孔钻床的平台要紧住,工件要夹紧。钻小件时应用专用工具夹持,防止被加工件带起旋转,不准用手拿着或按着钻孔。4、调整加工盲孔镗床价格速度、行程、装夹工具和工件时,以及擦试机床时,要停车进行。5、要检查盲孔镗床价格上的防护、保险、信号装置,机械传动部分、电气部分要有可靠的防护装置。工、卡具是否完好,否则不准开动。深孔钻镗床行进准则主要就是这些,大家在操作时一定要根据说明进行正确操作,从而使其性能充分的展示,更多关于深孔钻镗床的信息,将继续为您整理,欢迎及时向我们咨询。




