
电 话:13583418900
18653459022
Q Q :844619474
邮 箱:844619474.com
网 址:www.dzystyjx.com
地 址:山东省德州市德城区新华工业园

随着经济的不断发展,深孔钻镗床在机床的加工中的作用越来越重要,我们都知道深孔钻镗床用于加工孔径比(D/L)为1:6以上的深孔,如枪管、炮筒和机床主轴等部件中的深孔。而深孔钻镗床有通用的,专用的和由普通车床改装的,为了便于冷却和排屑,深孔钻镗床的主参数是较大钻孔深度。那么除此之外,该产品在加工的过程中,还应该具备哪些条件呢?我们一起来了解一下。首先在定制深孔加工厂家的加工过程中,要保证钻杆支架、刀具导向套与床头箱主轴和钻杆箱主轴的同轴度。在过程中还要注意无级调节进给运动速度。而且深孔加工厂家还要具备足够压力、流量和洁净的切削液系统。当然控制指示装置也是的,如主轴载荷(转矩)表、进给速度表、切削液压力表、切削液流量控制表、过滤控制器及切削液温度监测等。

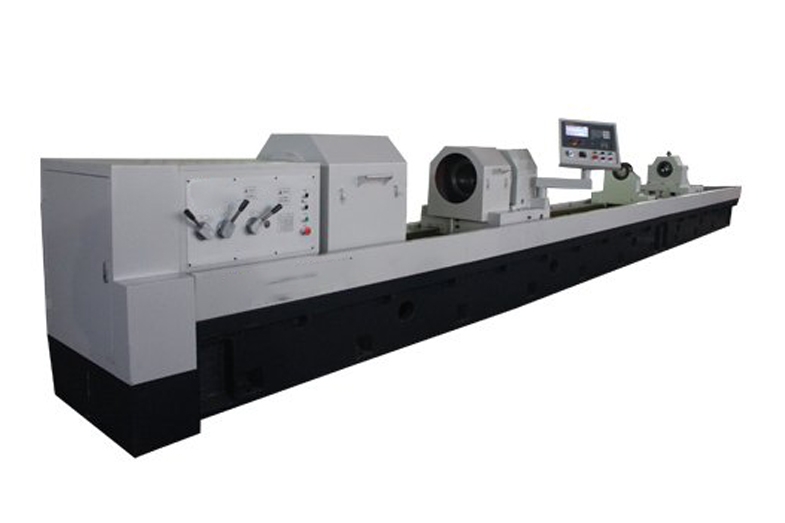
深孔钻镗床是加工圆柱形深孔零件的专用机床,适用于圆柱形深孔工件的钻镗削加工,镗孔时采用授油器供油,通过切削区,把切屑排向床头的排屑斗。深孔加工厂家钻孔时采用内排屑方式(BTA)方式,即授油器供油,通过切削区,把切屑由钻杆内部排向床身后部的排屑斗。深孔钻镗床结构:深孔钻镗床采用PLC控制,授油器和进给拖板往复运动均采用伺服电机控制,传动采用居两导轨中部的齿条传动,保证了定制深孔加工厂家超长运动中进给传动的精度和刚性的要求。床体两侧安装防护,并采用地上油箱结构,改善了机床环境。机床可配备自动或手动涨缩组合刀具,大大提高了机床加工效率。
深孔钻镗床是一种应用非常广泛的机床设备,同时为了能使深孔钻镗床能够发挥较大效果,在实际的操作过程中就要求比较严谨,要按照一定的操作流程来进行,那么我们应该如何进行正确操作呢,接下来为大家详细说明下:1、机床开机前要求检查机床各项工件是否正常,加油,检查袖标、油量是否足够,油质清洁、油路畅通。检查机床各操纵机构是否灵活、可靠,电器装置及接地是否良好。2、定制深孔加工厂家机床工作前先低速空运转3-5min,确认润滑部分有油。3、装钻头时要将推孔、锥柄擦拭干净,拆卸时要用专用工具,严禁随意敲打及超性能使用。4、深孔加工厂家工件牢固装夹在工作台,或专用工装上。机动进给钻通孔时,在接近钻进时改为手动进给。深孔钻镗床在操作时应该根据说明进行正确操作,只有这样才能使其性能充分的展示,更多关于深孔钻镗床在操作时的信息,将继续为大家整理,欢迎及时查阅。

随着定制深孔加工厂家机床行业的不断发展,其深孔钻镗床的使用更是随处可见,然而若想对其进行更好的使用就需要对其进行一个充分的了解,不仅仅是其深孔钻镗床使用可以起到的作用,还包括其深孔钻镗床自身的布局介绍,通过专业生产厂家的介绍我们了解到,其深孔钻镗床的生产主要由床身、授油器、拖板、拖板进给体系、中间架、拖架液压体系、排屑装置等首要部件组成。深孔加工厂家所组成深孔钻镗床的多种部件都是选用高强度铸铁、树脂砂外型,确保机床刚性好、强度高、精度坚持性好。其床身选用各地较先额中频淬火,淬火深度3—5mm,HRC48-52,耐磨性较高。其深孔钻镗床的授油主要由授油器进行,授油器设备与机床主轴同心度高,替换导向套便利。

关于深孔钻镗床的相关知识点大家了解多少呢?为了方便用户能够更好的了解我们的产品,下面由深孔镗头厂家来给大家介绍一下进行深加工时深孔钻镗床需要满足什么样的条件。定制深孔加工厂家1、保证钻杆支架(其上有钻杆支承套)、刀具导向套与床头箱主轴和钻杆箱主轴的同轴度。2、无级调节进给运动速度。3、足够压力、流量和洁净的切削液系统。4、深孔钻镗床刀具导向系统。深孔钻头在钻入工件前靠刀具导向保证刀头准确位置,导向套紧靠在工件端面。5、深孔加工厂家具有控制指示装置,如主轴载荷(转矩)表、进给速度表、切削液压力表、切削液流量控制表、过滤控制器及切削液温度监测等。以上就是深孔镗头厂家为大家介绍的相关知识点,希望以上的内容能够帮助到大家,感谢您的观看和支持,如果大家有哪里不懂的地方或者有想要咨询的可以直接联系我们的工作人员,我们将为您竭诚的服务以及提供的产品。

火箭弹身、火炮炮管、油缸孔和轴的轴向油孔都对加工精度和表面质量有着较高的要求,大多使用深孔镗头加工技术进行实施。但是,这项技术并不是,它还有很多地方需要改进。深孔镗头加工中的刀杆受到孔径的限制,有长度大、直径小的特点,导致刚性差、强度低,切削时还会产生振动、波纹和锥度,这些都会影响深孔加工中的直线度和表面粗糙度,是从事加工的厂家应该解决的问题。定制深孔加工厂家深孔镗头钻孔和扩孔中,为减少阻力,大多使用润滑液起到润滑作用,但没有特殊装置的冷却润滑液很难进入到切削区,导致刀具耐用度较低,排屑困难,这也需要深孔加工厂家多加注意并进行改进。此外,深孔镗头加工需要经验丰富的工人进行操作,因为深孔加工厂家加工过程中无法直接观察刀具的切削情况,经验不够丰富的工人无法正确判断切削过程是否正常,这也会影响切削的顺利进行。




