
电 话:13583418900
18653459022
Q Q :844619474
邮 箱:844619474.com
网 址:www.dzystyjx.com
地 址:山东省德州市德城区新华工业园

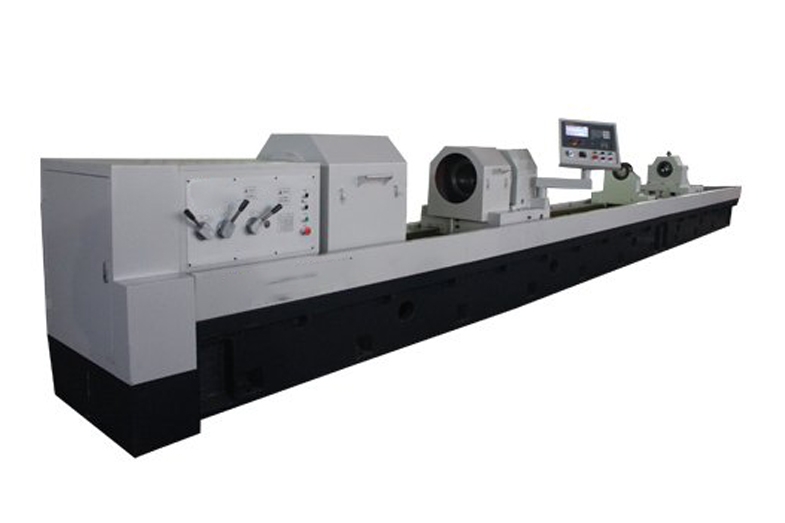
深孔钻镗床是深孔加工机械的一种,深孔加工是指孔深与孔径之比大于5~10倍的孔加工,普通的加工刮削滚光机厂家深孔可以采用加长或者接长麻花钻。对于孔径比大于20~100倍的特深孔,用专用的设备和深孔刀具进行加工。在一般的深孔加工过程中,孔为半封闭,这样容易造成断屑、排屑难,导热性差,冷却润滑不易,还会出现刀具刚性差、易抖动、震动、变形、折断等情况。我公司经过长期的经验和研发,刮削滚光机厂家研制的适合深孔钻镗床各种加工方法的整套刀具系统,这套刀具系统包括排屑单双刃深孔钻、内排屑BTA系列类、立铣刀类和各种特殊成型的定制深孔刀具

深孔钻镗床是机床加工中不可缺少的设备,而在实际的加工过程中深孔镗床的工作效率对整个加工起着关键性的作用。不过我们一定要进行正确的施工,只有这样才能使其工作效率发挥到较大,那么我们应该如何有效提高深孔钻镗床的工作效率,接下来为大家详细说明下:1、要保证深孔镗床钻杆支架、刀具导向套与床头箱主轴和钻杆箱主轴的同轴度。2、深孔镗床的无级调节进给运动速度的正确控制。3、保持足够的压力、流量还有洁净的切削液系统。4、加工刮削滚光机厂家的钻头在钻入工件前,要时刻保证刀具导向保证刀头准确位置,得把导向套与工件端面保持相近的距离,既相互靠近的状态。5、刮削滚光机厂家要具有控制指示装置,比如主轴载荷表数值、进给速度表数值、切削液压力表数值、切削液流量控制表数值、过滤控制器数值及切削液温度监测数值等。 有效提高深孔钻镗床的工作效率的方法主要就是这些,大家一定要根据说明进行正确的操作,更多关于深孔钻镗床的信息,将继续为大家整理,欢迎及时查阅。
关于深孔钻镗床的相关知识点大家了解多少呢?为了方便用户能够更好的了解相关知识点,下面由我们的工作人员为大家简单介绍一下其相关知识点,方便更好的人去了解。加工刮削滚光机厂家是处于封闭或半封闭的状态下,所以不能直接观察到刀具的切削情况。刮削滚光机厂家目前只能凭经验,通过听声音、看切削、观察深孔钻镗床负荷及压力表、触摸震动等外观现象来判断切削过程是否正常。切屑不易排出。由于孔深,切屑经过的路线长,容易发生堵塞,造成钻头崩刀。因此切屑的长短和形状要加以控制,并要进行强制性排屑。以上就是深孔钻镗床的相关知识点,感谢您的观看和支持,后期会整理更多资讯给大家,敬请关注我们的网站更新知识。
对于深孔钻镗床的使用比较关心的便是其加工效率,其中包括切削速度和进给速度,切削速度是根据刀具结构、材料和工件材质确定,一般在50-100m/min。进给速度:根据加工工件情况和工艺情况确定,一般在10-100mm/min。要想对于深孔钻镗床更好的使用,除了需要了解这些知识外,还需要对其基本性能进行掌握,对此问题专业人员为我们做出总结:1) 在加工刮削滚光机厂家可完成内孔的钻、镗、扩、滚压加工。2) 加工时,工件旋转、刀具进给,切削液通过授油器进入切削区,冷却、润滑切削区并带走切屑。3) 刮削滚光机厂家钻孔时采用BTA内排屑的工艺方式。镗孔时采用镗杆内供切削液向前(床头端)排切削液、排切屑的工艺方式。4) 根据用户的需求,深孔钻镗床可带钻(镗)杆箱,工件可低速旋转,刀具高速旋转,提高加工效率。

深孔钻镗床主要是由床身、床头箱、授油器、拖板、拖板进给系统、拖架、镗杆支架、镗杆箱、冷却系统、电气系统、液压系统、排屑装置等主要部件组成。当在运行过程中出现一些问题后需要进行正确的调整,大家对这方面信息具体了解多少,我们来详细了解下:加工刮削滚光机厂家承接各种型号机床、机械加工设备的大修改造业务,对使用年久,精度丢失的机床设备进行修理,恢复机床、设备的几何精度、动态精度,满足客户的加工精度要求。承担各类磨床及进口机床主轴的动静压组合轴承精化改造。深孔镗床在工作的时候,偶尔也会出现排屑不畅的现象,在这个时候可以调整混合浓度,加大冷却液的用量,还能够查看液体压力,但是要注意的是封闭混合阀之后,液路压力调整到2.5-3.1兆帕之间,替换道具后,调查切削的状况,而且对于切削参数作出一定的调整,然后查看刮削滚光机厂家的道具的出去空是不是被阻塞,必要的时候要重磨道具,查看气体压力,气压的下限在5千克一下,小于10毫米的孔的地方压力应该更高一些。深孔钻镗床在出现问题后应该进行的调整工作主要就是这些,大家一定要根据说明进行合理操作,如果在操作时有哪些不明白的,欢迎及时向我们反馈,我们将为大家进行详细讲解。




