
电 话:13583418900
18653459022
Q Q :844619474
邮 箱:844619474.com
网 址:www.dzystyjx.com
地 址:山东省德州市德城区新华工业园

深孔钻镗床的运行采用水平式回转桶,桶内分有无披覆内衬,其功能就不同,内桶覆PU胶,可耐酸碱、耐磨,又可防工件碰撞;桶内无披覆内衬,适合钢珠或钢铁制品,因可加强切削力,促使更大效果。无论桶内分有无披覆内衬,我们在际的钻削中应该注意一些事项,接下来为大家详细说明下:深孔加工是处于封闭或半封闭的状态下,故不能直接观察到刀具的切削情况。目前只能凭经验,通过听声音、看切削、观察机床负荷及压力表、触摸震动等外观现象来判断切削过程是否正常。切削热不易传散。一般切削过程中有80%的切削热被切屑带走,而深孔钻削只有40%,刀具占切削热的比例较大,扩散迟、易过热,刀口温度可达600度,采取强制有效的冷却方式。切屑不易排出。由于孔深,切屑经过的路线长,容易发生堵塞,造成钻头崩刀。因此,加工深孔加工珩磨床价格切屑的长短和形状要加以控制,并要进行强制性排屑。工艺系统刚性差。因受孔径尺寸限制,孔的长径比较大,钻杆细而长,刚性差,易产生震动,钻孔易走偏,因而支撑导向很重要。深孔加工珩磨床价格在实际的钻削中应该注意的事项主要就是这些,今天就为大家介绍到这里,更多关于深孔钻镗床的信息,将继续为大家整理,希望对大家的操作能有所帮助。
深孔钻镗床用途及适用范围:本产品主要用于黑色金属及有色金属在高负荷低转速条件下的切削加工:如钻孔、镗孔、插齿、滚齿、螺纹切削、铰孔、攻丝及高精度打孔专用枪钻的润滑,也可以作为高速金属切削、刮削、滚轧加工的润滑剂等。本产品根据基础油品及添加剂的不同分为几个等级,分别适用与普通碳钢、铜、铝、不锈钢、钛、镍等合金钢的深孔加工。深孔钻镗床虽然属于切削工艺,但和传统切削又有所不同。深孔钻镗床在加工初期,钻头和工件一接触,加工深孔加工珩磨床价格压力就达到2000N左右,温度瞬时增高,深孔加工珩磨床价格要求所选油品粘度高低,冷却性要好.排屑要顺畅;加工结束时压力大约在4000N左右,如果所选油品的压值(PD)低于4000N或者油品中压剂释放速度慢的话,那么冒烟.钻头磨损快就是必然的了,所以选择的压剂只要粘度低.并且在2000N-4000N这个阶段能够迅速释放.压值在6080以上就可以了。

深孔钻镗床是机床加工中不可缺少的设备,而在实际的加工过程中深孔镗床的工作效率对整个加工起着关键性的作用。不过我们一定要进行正确的施工,只有这样才能使其工作效率发挥到较大,那么我们应该如何有效提高深孔钻镗床的工作效率,接下来为大家详细说明下:1、要保证深孔镗床钻杆支架、刀具导向套与床头箱主轴和钻杆箱主轴的同轴度。2、深孔镗床的无级调节进给运动速度的正确控制。3、保持足够的压力、流量还有洁净的切削液系统。4、加工深孔加工珩磨床价格的钻头在钻入工件前,要时刻保证刀具导向保证刀头准确位置,得把导向套与工件端面保持相近的距离,既相互靠近的状态。5、深孔加工珩磨床价格要具有控制指示装置,比如主轴载荷表数值、进给速度表数值、切削液压力表数值、切削液流量控制表数值、过滤控制器数值及切削液温度监测数值等。 有效提高深孔钻镗床的工作效率的方法主要就是这些,大家一定要根据说明进行正确的操作,更多关于深孔钻镗床的信息,将继续为大家整理,欢迎及时查阅。

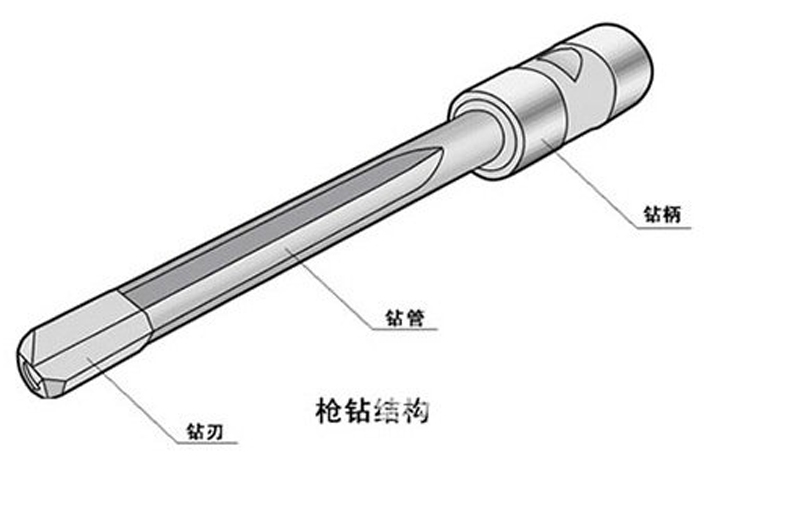
深孔钻镗床是我们在加工一些零件时经常用到的工具之一,深孔钻镗床用于加工孔径比(D/L)为1:6以上的深孔,如枪管、炮筒和机床主轴等部件中的深孔。工件旋转(或工件、刀具同时旋转)的深孔钻床类似于卧式车床。深孔钻床有通用的,专用的和由普通车床改装的,为了便于冷却和排屑,深孔钻床的布局都是卧式的,深孔钻床的主参数是钻孔深度。我们一起来探讨深孔钻镗床。1.深孔加工珩磨床价格的基本结构枪钻是由床体、主轴箱、集屑器、授油器、钻杆箱、工件支架、钻杆支架、进给系统、高压冷却系统、数控电气系统、液压系统组成。2.加工深孔加工珩磨床价格的工作过程表现被加工的工件由主轴箱和集屑器的锥顶盘顶紧,钻头由钻杆箱带动高速旋转实现切削运动,伺服电机带动滚珠丝杠推动钻杆箱实现进给运动,授油器将高压冷却油由钻头的尾部注入,从钻头的内孔直达工件的切削部位,钻屑由冷却液沿钻头的导屑槽冲到集屑器,进入集屑斗,冷却液经滤纸和磁过滤后回到油箱继续使用。以上叙述就是我们对于深孔钻镗床所进行的演技分析,希望能对您有所帮助,欢迎合作!




