
电 话:13583418900
18653459022
Q Q :844619474
邮 箱:844619474.com
网 址:www.dzystyjx.com
地 址:山东省德州市德城区新华工业园

深孔钻镗床现在的应用范围不断增加,其性能了广大用户的普遍认可,我们在选择时需要注意一定的事项,大家具体了解多少呢,我们来详细了解下:(1)机床的工作精度与工序要求的加工精度相适应。根据零件的加工精度要求选择机床,如精度要求低的粗加工工序,应选择精度低的机床,精度要求高的精加工工序,应选用精度高的机床。(2)深孔钻镗床主要规格的尺寸应与工件的轮廓尺寸相适应。即小的工件应当选择小规格的机床加工,而大的工件则选择大规格的机床加工,做到设备的合理使用。(3)装夹方便、夹具结构简单也是选择数控设备是需要考虑的一个因素。选择采用卧式数控机床,还是选择立式数控机床,将直接影响所选择的夹具的结构和加工坐标系,直接关系到数控编程的难易程度和数控加工的可靠性。(4)该加工深孔盲孔镗床厂家结构取决于机床规格尺寸、加工工件的重量等因素的影响。(5)深孔盲孔镗床厂家的功率与刚度以及机动范围应与工序的性质和较合适的切削用量相适应。如粗加工工序去除的毛坯余量大,切削余量选得大,就要求德州机床有大的功率和较好的刚度。深孔钻镗床在选择时应该注意的事项主要就是这些,大家在选择时一定要根据说明进行正确操作,只有这样才能选到理想的产品。

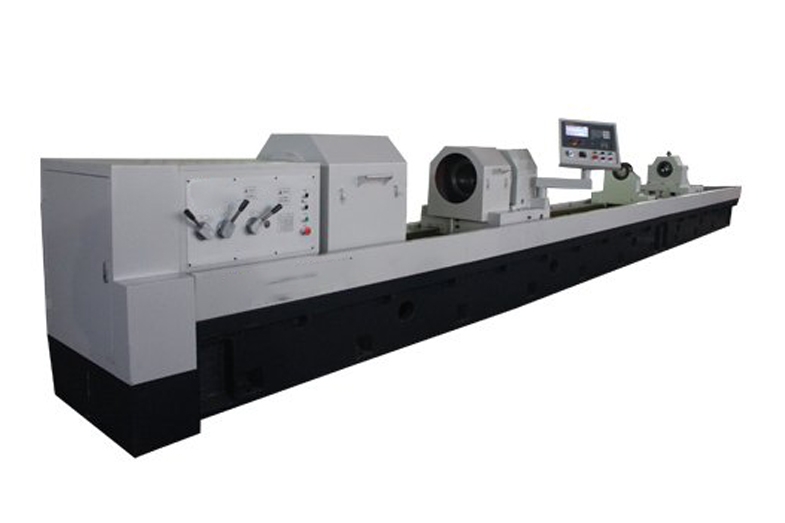
我们在日常的生活中会使用到深孔钻镗床,深孔钻镗床的工件旋转(或工件、刀具同时旋转)的深孔钻床类似于卧式车床。深孔钻床有通用的,专用的和由普通车床改装的,为了便于冷却和排屑,深孔钻床的布局都是卧式的,深孔钻床的主参数是钻孔深度。今天我们就来分析研究一下深孔钻镗床的主力是什么? 日常生活中的深孔钻镗床是指以工件旋转为主运动,车刀移动为进给运动加工回转表面的机床。它可用于加工各种回转成型面,而且深孔钻镗床是金属切削机床中使用广的一种机床。加工深孔盲孔镗床厂家是专门加工圆柱形深孔工件的设备,如加工机床的轴孔,各种机械液压油缸、汽缸圆柱形通孔、盲孔及阶梯孔等。机床不但可以承担钻削、镗削,而且还可以进行滚压加工,钻削时采用内排屑法。机床床身刚性强,精度保持性好。数控刮削滚光机工件旋转的深孔钻床类似于卧式车床。深孔盲孔镗床厂家有通用的,专用的和由普通车床改装的,为了便于冷却和排屑,深孔钻床的布局都是卧式的,深孔钻床的主参数是钻孔深度。以上叙述就是我们对于深孔钻镗床的主力所进行的分析研究,希望我们的叙述能对您有所帮助,感谢您的支持与鼓励,欢迎与我们进行合作,感谢观看。

深孔钻镗床的运行采用水平式回转桶,桶内分有无披覆内衬,其功能就不同,内桶覆PU胶,可耐酸碱、耐磨,又可防工件碰撞;桶内无披覆内衬,适合钢珠或钢铁制品,因可加强切削力,促使更大效果。无论桶内分有无披覆内衬,我们在际的钻削中应该注意一些事项,接下来为大家详细说明下:深孔加工是处于封闭或半封闭的状态下,故不能直接观察到刀具的切削情况。目前只能凭经验,通过听声音、看切削、观察机床负荷及压力表、触摸震动等外观现象来判断切削过程是否正常。切削热不易传散。一般切削过程中有80%的切削热被切屑带走,而深孔钻削只有40%,刀具占切削热的比例较大,扩散迟、易过热,刀口温度可达600度,采取强制有效的冷却方式。切屑不易排出。由于孔深,切屑经过的路线长,容易发生堵塞,造成钻头崩刀。因此,加工深孔盲孔镗床厂家切屑的长短和形状要加以控制,并要进行强制性排屑。工艺系统刚性差。因受孔径尺寸限制,孔的长径比较大,钻杆细而长,刚性差,易产生震动,钻孔易走偏,因而支撑导向很重要。深孔盲孔镗床厂家在实际的钻削中应该注意的事项主要就是这些,今天就为大家介绍到这里,更多关于深孔钻镗床的信息,将继续为大家整理,希望对大家的操作能有所帮助。

深孔钻镗床工件的主轴箱和锥顶的芯片组是由钻头钻杆盒驱动切削运动的高速旋转压紧加工,伺服电机驱动滚珠丝杠传动拉杆箱实现进给运动,下放油高压冷却油用钻尾注入孔钻切削部分工件,钻屑的冷却液沿钻头导向槽点赶到芯片组,进入芯片收集桶,冷却液通过过滤纸和磁过滤回油箱继续使用。深孔钻镗床的刚度、精度好,主轴转速范围广,采用交流伺服电机驱动进给系统,能适应各种深孔加工的需要,委托石油和工件紧固紧液压装置,仪表显示,床体采用铸铁。加工深孔盲孔镗床厂家具有良好的刚度。深孔钻镗床使用特殊的01数控镗床2台,深孔钻,也可以使用FANUC Oi或配偶TC KND数控系统;采用交流伺服电机驱动,滚珠丝杠传动;塑料导轨,低速运行平稳,无爬行;双交流变频电机通过同步带和带轮的钻杆盒分别驱动主轴,旋转无级变速;深孔钻镗床主轴轴承和导轨面采用自动间歇润滑;深孔盲孔镗床厂家高压冷却采用变频电机驱动齿轮泵和冷却器的冷却液温度控制;采用单片机;双封闭门盾构机;自动监测装置具有许多。

深孔钻镗床的主参数是比较大的钻孔深度,通常都是卧式的。在深孔钻镗床中,比较常用的就是他的专用刀具,那么这些专用刀具在选用的选用的时候都有哪些原则呢?今天就由我们的技术人员在这里为大家详细介绍一下。深孔钻镗床的刀具一般都是内排屑、三刃的深孔镗头,刀体上都有有两个导条和三个切削刀,按规格通常被分为小刀架式组合镗刀刀柄、整体硬质合金镗刀、深孔镗刀等等。加工深孔盲孔镗床厂家深孔镗头有两个出屑口,出屑口往外延伸2到5毫米。深孔镗刀都是采用内排屑,润滑油从镗杆外部进入,经导条和切削刃,后折回经镗杆空腔带出切屑向后排除,充分润滑并冷却镗头切削刃和导条。采用超硬刀具材料制造切削刃和导条,可提高深孔镗削的速度。对于深孔钻镗床的刀具选用问题我们暂时就为您讲到这,希望能给您起到一定的帮助,感谢各位的支持与观看,欢迎与深孔盲孔镗床厂家进行合作!如果您购买我们的产品,欢迎与我们的客服人员联系,我们会为您提供服务。
深孔钻镗床现在已经逐步了广泛的应用,对于该设备的工作人员需要经过一定考试,合格后才能进行操作,关于深孔钻镗床的日常操作流程,大家具体了解多少呢,对它的详细了解将有助于有效延长深孔钻镗床的使用寿命,所以今天我们要为大家详细说明下关于深孔钻镗床的具体操作详情:1、深孔钻镗床开机前求检查机床各项工件是否正常,加油,检查袖标、油量是否足够,油质清洁、油路畅通。检查机床各操纵机构是否灵活、可靠,电器装置及接地是否良好。2、在钻孔过程中,钻头未退出前不准停机,工件牢固装夹在工作台,或专用工装上。机动进给钻通孔时在接近钻进时改为手动进给。3、加工深孔盲孔镗床厂家工作前先低速空运转3-5min,确认润滑部分有油,装钻头时要将推孔、锥柄擦拭干净,拆卸时要用专用工具,严禁随意敲打及超性能使用。4、攻螺纹时,操纵可逆接合器使主轴正反转,严禁在工作过程中变速或改变进给量。5、深孔盲孔镗床厂家工件钻孔后带钱削平面时,所有刀样与孔径接近,转动配合;深孔钻镗床发生异常现象时,立即停机排除,或通知维修工人处理。深孔钻镗床的具体操作详情就是这些,相信大家通过本篇信息,对该设备的操作已经有所了解了,大家一定要根据说明进行正确操作,只有这样才能有效延长其使用寿命。




