
电 话:13583418900
18653459022
Q Q :844619474
邮 箱:844619474.com
网 址:www.dzystyjx.com
地 址:山东省德州市德城区新华工业园

在各个厂家对于深孔钻镗床的生产时,常常会生产出不同系列的机床,因为这样可以更好的满足广大用户的不同需求,并且可以达到他们所预想的效果。加工深孔加工珩磨床生产厂家的生产通常具有具有T2150系列机床和T2250A系列,即便其属于不同的型号和系列,但是其深孔钻镗床所具有的特点却是大致相同的,在其运行过程中根据工件的长短不一,可以选择两种加工工艺,短工件采用授油器并液压顶紧;长工件采用由镗杆尾部授油、四爪卡盘夹紧。经了解掌握到深孔加工珩磨床生产厂家的一般比较适用于机床制造、机床、船舶、军工、工程机械、液压、等行业的镗削、液压加工,从而可以更好的适应不同的加工工艺要求。

深孔钻镗床是一种常用的机床设备,其超高性能得到了广大用户的普遍认可,那么关于深孔钻镗床的日常操作流程,大家具体了解多少呢,今天为大家详细说明下:1、机床开机前求检查机床各项工件是否正常,加油,检查袖标、油量是否足够,油质清洁、油路畅通。检查机床各操纵机构是否灵活、可靠,电器装置及接地是否良好。2、机床工作前先低速空运转3-5min,确认润滑部分有油。3、在钻孔过程中,钻头未退出前不准停机。4、装钻头时要将推孔、锥柄擦拭干净,拆卸时要用专用工具,严禁随意敲打及超性能使用。5、加工深孔加工珩磨床生产厂家工件必须牢固装夹在工作台,或专用工装上。机动进给钻通孔时,在接近钻进时改为手动进给。6、工件钻孔后带钱削平面时,所有刀样必须与孔径接近,转动配合。7、攻螺纹时,操纵可逆接合器使主轴正反转。8、严禁在工作过程中变速或改变进给量。9、深孔加工珩磨床生产厂家发生异常现象时,立即停机排除,或通知维修工人处理。10、下班时,要将各手柄放在空档位置,切断电源,将机床清扫干净,并涂油防锈,做好交接班记录。大家一定要根据说明进行正确操作,从而使深孔钻镗床的性能能够充分发挥出来,更多关于深孔钻镗床的信息,将继续为大家整理,欢迎及时查阅。如果大家在操作过程中还有哪些疑问,欢迎及时查阅。

每一种机械或者设备都具有其产品自身的一种优异性能,深孔钻镗床也是如此,通过专业生产厂家的介绍,我们了解到:1、深孔钻镗床可完成内孔的钻、镗、套料、滚压加工。2、在我们使用深孔加工珩磨床生产厂家进行加工时,工件旋转、刀具进给,切削液冷通过授油器(或镗杆)进入切削区,冷却、润滑切削区并带走切屑。3、根据使用深孔钻镗床加工工艺的需要,可安装钻杆箱,刀具旋转。降低工件转速,提高加工效率,保证加工质量。4、加工深孔加工珩磨床生产厂家的钻孔工作采用BTA内排屑的工艺方式。镗孔时采用向前(床头端)排切削液、排切屑的工艺方式。

随着机床普遍的应用与发展,深孔钻镗床、刮削滚光机、数控刮镗滚光机也其被行业所应用,今天小编就为大家介绍下数控深孔钻镗床在工作中运行的集中方式,方便大家更进一步的了解数控深孔钻镗床。1.在加工深孔加工珩磨床生产厂家工件的旋转,刀具旋转和往复运动;2.选装的工件,工具不仅作往复旋转进给运动;3.深孔加工珩磨床生产厂家工件不旋转,刀具旋转和往复运动; 由于每一种工作形式的不同,决定着我们所选择其工作形式的不同,对于其深孔钻镗床进行不同的运行工作,我们需要根据此时的工作情况选择适合其使用的工作形式。
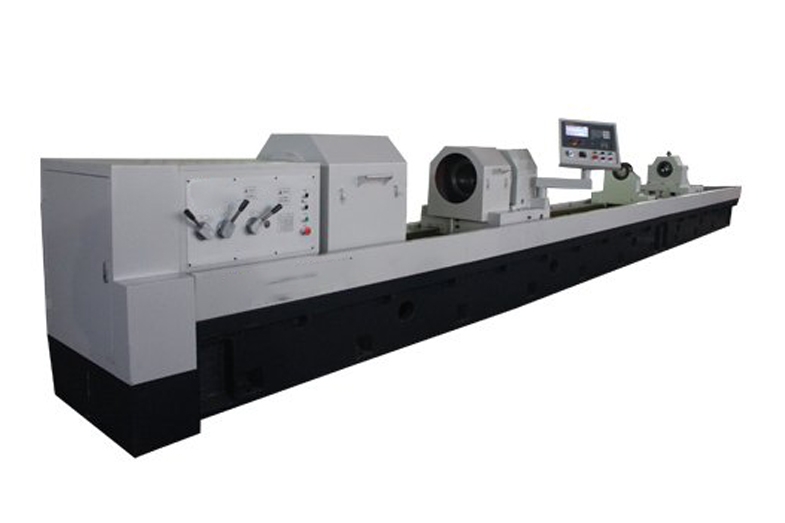
为了让大家更深入的了解深孔钻镗床,小编为大家介绍以下知识点:数控深孔钻镗床的主要结构:1.加工深孔加工珩磨床生产厂家机床由床身。床头箱、授油器、拖板、拖板进给系统、中心架、拖架、镗杆支架、镗杆箱、冷却系统、电气系统、液压系统、排屑装置等主要部件组成。2.机床床身、拖板、箱体、授油器体、支架体等零部件均采用高强度铸铁、树脂砂造型,保证机床刚性好、强度高、精度保持性好。床身采用我国较先额中频淬火,淬火深度3—5mm,HRC48-52,耐磨性较高。3. 深孔加工珩磨床生产厂家由授油器授油,授油器装置与机床主轴同心度高,更换导向套方便。镗削方式为推镗,排屑方式为前排屑。工件旋转,工件俩端外圆倒角大于5×30°,为工件夹紧定位用。镗杆旋转并由拖板带动实现纵向进给。深孔钻镗床床身 机床的床身是由多节床体组合而成,床体是三面封闭且有斜置筋板的结构,刚性较好。床身导轨式矩形的,承受能力大,导向精度好,导轨经过了淬火处理,耐磨性较高。床身导轨的凹槽中,安装着进给丝杠,丝杠是由多节组合而成,两端由支架支撑,中间由两个拖架铺助支撑,拖架可以沿凹槽底部的导轨移动,其行程与停留时靠拖板部分上的拉板和滚柱来控制。床身的前壁有一T型槽,其上装有镗杆支架定程座和拖板定程座,以便控制拖板和镗杆支架的位置。床身前壁装有齿条,与手动装置的齿轮啮合,供移动中心架、托架、镗杆支架用。以上就是关于深孔钻镗床的专业小知识,希望可以帮到您。




