
电 话:13583418900
18653459022
Q Q :844619474
邮 箱:844619474.com
网 址:www.dzystyjx.com
地 址:山东省德州市德城区新华工业园

关于深孔钻镗床的广泛应用,不多说,大家都非常了解了,我们在各大机床行业中都能看到深孔钻镗床的身影,不过我们要充分利用它的性能,就要做好该设备的加工及清理工作,大家对这方面信息具体了解多少呢,接下来为大家详细说明下:实际上定做深孔加工珩磨床厂家在加工深孔的时候,我们只要保证好了加工的顺利进行还可以提高深孔钻床的加工效率。而且对于加工不同的孔会用到不同的放电方式。对于深孔有深孔放电,微孔有微孔放电。这样不仅可以提升效率和精度,也降低了加工的难度。当然我们在加工深孔钻镗床的时候要及时清理现场,应随时进行加工的监控,我们的技术人员提议如果在放电不稳定的情况下,需要停机进行工件的清理工作,如果有残留屑也是需要及时清理的。我们一定要根据说明做好深孔加工珩磨床厂家的加工及清理工作,只有这样才能充分发挥其性能,更多关于深孔钻镗床信息,将继续为您整理,欢迎及时查阅。

在现在各样各业不断发展的形势下,随着科学技术的发展,高精度深孔钻镗床满足加工精度不断提高的要求,同时还要满足各种形面加工的要求,因此高精度车床的技术水平将不断提高,以适应现在与将来宇航、航空、微电子工业的发展,各个厂家知道只有在对于深孔钻镗床的生产,进行不断的技术改进才能够获得进一步的发展,此后高精度深孔钻镗床的技术水平将有如下特点:1、实现定做深孔加工珩磨床厂家多功能、将是高精度车床的总发展趋势。2、为满足深孔加工珩磨床厂家加工精度不断提高的要求,将进一步提高深孔钻镗床的精度和刚性,如主轴结构的改进、主要零部件装配工艺水平的提高,主轴传动方式的变化,都是获得。
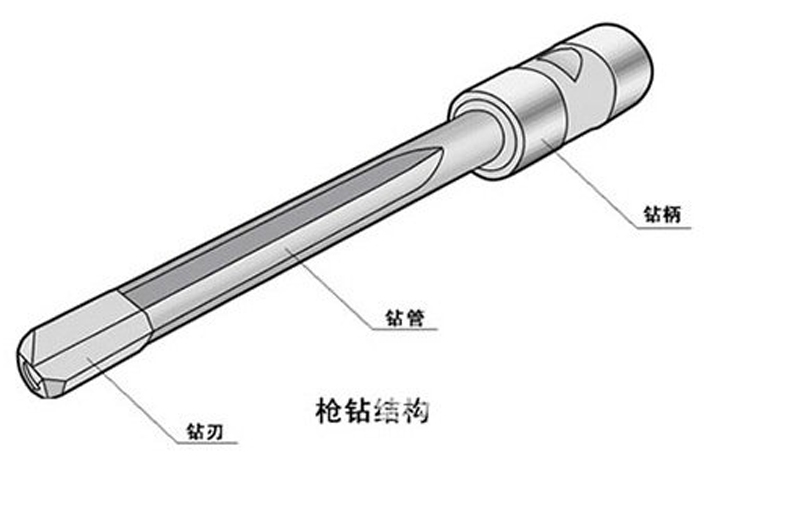
关于深孔镗头的工作原理知识点大家了解多少呢?为了方便用户能够更好的了解我们的产品知识,下面由小编来给大家简单介绍一下其相关知识点。深孔镗头结构采用床头主轴进油的方式,切削液携带切屑,经由镗杆与毛坯内孔的间隙,向工件的尾端排出,选择镗杆时需保证排屑空间,通常应保证镗杆与毛坯内孔间隙s≥2t(吃刀深度),同时加工时适当提高进给量,保证切屑为卷状短碎屑。定做深孔加工珩磨床厂家结构中,工件在切削过程中受拉力,弯曲变形的影响非常小,可以满足细长、薄壁工件的加工,同时由于出口端设置了镗杆导向,镗削的后半程中,加工孔形成的轴线有向机床轴线靠拢的趋势,因此深孔加工珩磨床厂家可实现很大的加工深径比。用此结构可加工石油化工用裂解管,加工内孔φ100毫米,在保证较终壁厚差要求的前提下,单节可实现的加工深度在8米以上。用于实现大的深径比。以上就是深孔镗头的相关知识点,希望以上的内容能够对大家有所帮助,感谢您的观看和支持,欢迎新老顾客与我们进行合作。
深孔钻镗床现在的应用范围不断增加,其性能了广大用户的普遍认可,我们在选择时需要注意一定的事项,大家具体了解多少呢,我们来详细了解下:(1)机床的工作精度与工序要求的加工精度相适应。根据零件的加工精度要求选择机床,如精度要求低的粗加工工序,应选择精度低的机床,精度要求高的精加工工序,应选用精度高的机床。(2)深孔钻镗床主要规格的尺寸应与工件的轮廓尺寸相适应。即小的工件应当选择小规格的机床加工,而大的工件则选择大规格的机床加工,做到设备的合理使用。(3)装夹方便、夹具结构简单也是选择数控设备是需要考虑的一个因素。选择采用卧式数控机床,还是选择立式数控机床,将直接影响所选择的夹具的结构和加工坐标系,直接关系到数控编程的难易程度和数控加工的可靠性。(4)该定做深孔加工珩磨床厂家结构取决于机床规格尺寸、加工工件的重量等因素的影响。(5)深孔加工珩磨床厂家的功率与刚度以及机动范围应与工序的性质和较合适的切削用量相适应。如粗加工工序去除的毛坯余量大,切削余量选得大,就要求德州机床有大的功率和较好的刚度。深孔钻镗床在选择时应该注意的事项主要就是这些,大家在选择时一定要根据说明进行正确操作,只有这样才能选到理想的产品。

旧机床改造深孔钻镗床,深孔镗床是利用现有废旧机床资源,再制造出比原机床功能更强、性能指标更优并且节能节材、绿色环保的新机床,实现资源循环利用和机床能力综合提升。定做深孔加工珩磨床厂家对于小批量加工、非专业化深孔加工的厂家,深孔钻床成本过高。可用旧车床,钻床等旧机床,根据用户加工要求及现有设备情况制定改造方案,大大结约生产成本。如果加工要求精度高,生产量大建议直接选购新机器,深孔加工珩磨床厂家多年生产研发深孔加工机床:深孔钻镗床、刮削滚光机,可根据客户加工需求提供适合的生产解决方案,为您选择适合的产品,售后“三包”服务,免费提供上门技术培训。

对于深孔钻镗床的使用比较关心的便是其加工效率,其中包括切削速度和进给速度,切削速度是根据刀具结构、材料和工件材质确定,一般在50-100m/min。进给速度:根据加工工件情况和工艺情况确定,一般在10-100mm/min。要想对于深孔钻镗床更好的使用,除了需要了解这些知识外,还需要对其基本性能进行掌握,对此问题专业人员为我们做出总结:1) 在定做深孔加工珩磨床厂家可完成内孔的钻、镗、扩、滚压加工。2) 加工时,工件旋转、刀具进给,切削液通过授油器进入切削区,冷却、润滑切削区并带走切屑。3) 深孔加工珩磨床厂家钻孔时采用BTA内排屑的工艺方式。镗孔时采用镗杆内供切削液向前(床头端)排切削液、排切屑的工艺方式。4) 根据用户的需求,深孔钻镗床可带钻(镗)杆箱,工件可低速旋转,刀具高速旋转,提高加工效率。




