
电 话:13583418900
18653459022
Q Q :844619474
邮 箱:844619474.com
网 址:www.dzystyjx.com
地 址:山东省德州市德城区新华工业园

深孔钻镗床随着行业的发展,它也在不断的发展,那么对于当下生产的深孔钻镗床的工艺有哪些独特的地方呢,今天我们就一起来了解一下。一点:根据用户的需求,深孔钻镗床可带钻杆箱,工件可低速旋转,刀具高速旋转,提高加工效率。二点:定制刮削滚光机厂家钻孔时采用BTA内排屑的工艺方式。第三点:在该深孔钻镗床可完成内孔的钻、镗、扩、滚压加工。第四点:加工时,工件旋转,刀具进给,切削液通过授油器进入切削区,冷却,润滑切削区并带走切屑。以上就是刮削滚光机厂家的独特工艺的介绍,他的工艺要求可以说是非常严格的, 那么严格的工艺要求也确保了我们的产品的品质。

关于深孔钻镗床的相关知识点大家了解多少呢?为了方便用户能够更好的了解相关知识点,下面由我们的工作人员为大家简单介绍一下其相关知识点,方便更好的人去了解。定制刮削滚光机厂家是处于封闭或半封闭的状态下,所以不能直接观察到刀具的切削情况。刮削滚光机厂家目前只能凭经验,通过听声音、看切削、观察深孔钻镗床负荷及压力表、触摸震动等外观现象来判断切削过程是否正常。切屑不易排出。由于孔深,切屑经过的路线长,容易发生堵塞,造成钻头崩刀。因此切屑的长短和形状要加以控制,并要进行强制性排屑。以上就是深孔钻镗床的相关知识点,感谢您的观看和支持,后期会整理更多资讯给大家,敬请关注我们的网站更新知识。

在各个厂家对于深孔钻镗床的生产时,常常会生产出不同系列的机床,因为这样可以更好的满足广大用户的不同需求,并且可以达到他们所预想的效果。定制刮削滚光机厂家的生产通常具有具有T2150系列机床和T2250A系列,即便其属于不同的型号和系列,但是其深孔钻镗床所具有的特点却是大致相同的,在其运行过程中根据工件的长短不一,可以选择两种加工工艺,短工件采用授油器并液压顶紧;长工件采用由镗杆尾部授油、四爪卡盘夹紧。经了解掌握到刮削滚光机厂家的一般比较适用于机床制造、机床、船舶、军工、工程机械、液压、等行业的镗削、液压加工,从而可以更好的适应不同的加工工艺要求。

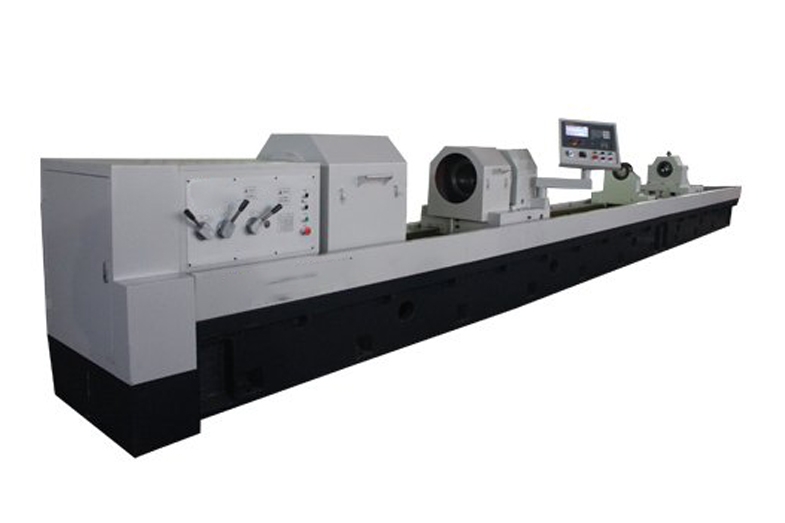
深孔钻镗床主要是由床身、床头箱、授油器、拖板、拖板进给系统、拖架、镗杆支架、镗杆箱、冷却系统、电气系统、液压系统、排屑装置等主要部件组成。当在运行过程中出现一些问题后需要进行正确的调整,大家对这方面信息具体了解多少,我们来详细了解下:定制刮削滚光机厂家承接各种型号机床、机械加工设备的大修改造业务,对使用年久,精度丢失的机床设备进行修理,恢复机床、设备的几何精度、动态精度,满足客户的加工精度要求。承担各类磨床及进口机床主轴的动静压组合轴承精化改造。深孔镗床在工作的时候,偶尔也会出现排屑不畅的现象,在这个时候可以调整混合浓度,加大冷却液的用量,还能够查看液体压力,但是要注意的是封闭混合阀之后,液路压力调整到2.5-3.1兆帕之间,替换道具后,调查切削的状况,而且对于切削参数作出一定的调整,然后查看刮削滚光机厂家的道具的出去空是不是被阻塞,必要的时候要重磨道具,查看气体压力,气压的下限在5千克一下,小于10毫米的孔的地方压力应该更高一些。深孔钻镗床在出现问题后应该进行的调整工作主要就是这些,大家一定要根据说明进行合理操作,如果在操作时有哪些不明白的,欢迎及时向我们反馈,我们将为大家进行详细讲解。

深孔钻镗床根据工件的长短,该产品选用两种加工工件艺:短工件采用授油器授油并液压顶紧;长工件采用由镗杆尾部授油,四爪卡盘夹紧,下面我们就来为您讲解深孔钻镗床的工作形式。工作形式定制刮削滚光机厂家1、工件旋转、刀具旋转和往复进给运动;工作形式2、工件旋转、刀具不旋转只作往复进给运动;工作形式3、刮削滚光机厂家工件不旋转、刀具旋转和往复进给运动。深孔钻镗床的布局都是卧式的,深孔钻镗床的主参数是钻孔深度,感谢您的观看,如果您还想了解什么请及时与我们联系,欢迎合作!
深孔钻镗床的运行采用水平式回转桶,桶内分有无披覆内衬,其功能就不同,内桶覆PU胶,可耐酸碱、耐磨,又可防工件碰撞;桶内无披覆内衬,适合钢珠或钢铁制品,因可加强切削力,促使更大效果。无论桶内分有无披覆内衬,我们在际的钻削中应该注意一些事项,接下来为大家详细说明下:深孔加工是处于封闭或半封闭的状态下,故不能直接观察到刀具的切削情况。目前只能凭经验,通过听声音、看切削、观察机床负荷及压力表、触摸震动等外观现象来判断切削过程是否正常。切削热不易传散。一般切削过程中有80%的切削热被切屑带走,而深孔钻削只有40%,刀具占切削热的比例较大,扩散迟、易过热,刀口温度可达600度,采取强制有效的冷却方式。切屑不易排出。由于孔深,切屑经过的路线长,容易发生堵塞,造成钻头崩刀。因此,定制刮削滚光机厂家切屑的长短和形状要加以控制,并要进行强制性排屑。工艺系统刚性差。因受孔径尺寸限制,孔的长径比较大,钻杆细而长,刚性差,易产生震动,钻孔易走偏,因而支撑导向很重要。刮削滚光机厂家在实际的钻削中应该注意的事项主要就是这些,今天就为大家介绍到这里,更多关于深孔钻镗床的信息,将继续为大家整理,希望对大家的操作能有所帮助。




