
电 话:13583418900
18653459022
Q Q :844619474
邮 箱:844619474.com
网 址:www.dzystyjx.com
地 址:山东省德州市德城区新华工业园

深孔钻镗床的运行采用水平式回转桶,桶内分有无披覆内衬,其功能就不同,内桶覆PU胶,可耐酸碱、耐磨,又可防工件碰撞;桶内无披覆内衬,适合钢珠或钢铁制品,因可加强切削力,促使更大效果。无论桶内分有无披覆内衬,我们在际的钻削中应该注意一些事项,接下来为大家详细说明下:深孔加工是处于封闭或半封闭的状态下,故不能直接观察到刀具的切削情况。目前只能凭经验,通过听声音、看切削、观察机床负荷及压力表、触摸震动等外观现象来判断切削过程是否正常。切削热不易传散。一般切削过程中有80%的切削热被切屑带走,而深孔钻削只有40%,刀具占切削热的比例较大,扩散迟、易过热,刀口温度可达600度,采取强制有效的冷却方式。切屑不易排出。由于孔深,切屑经过的路线长,容易发生堵塞,造成钻头崩刀。因此,加工深孔钻镗床价格切屑的长短和形状要加以控制,并要进行强制性排屑。工艺系统刚性差。因受孔径尺寸限制,孔的长径比较大,钻杆细而长,刚性差,易产生震动,钻孔易走偏,因而支撑导向很重要。深孔钻镗床价格在实际的钻削中应该注意的事项主要就是这些,今天就为大家介绍到这里,更多关于深孔钻镗床的信息,将继续为大家整理,希望对大家的操作能有所帮助。

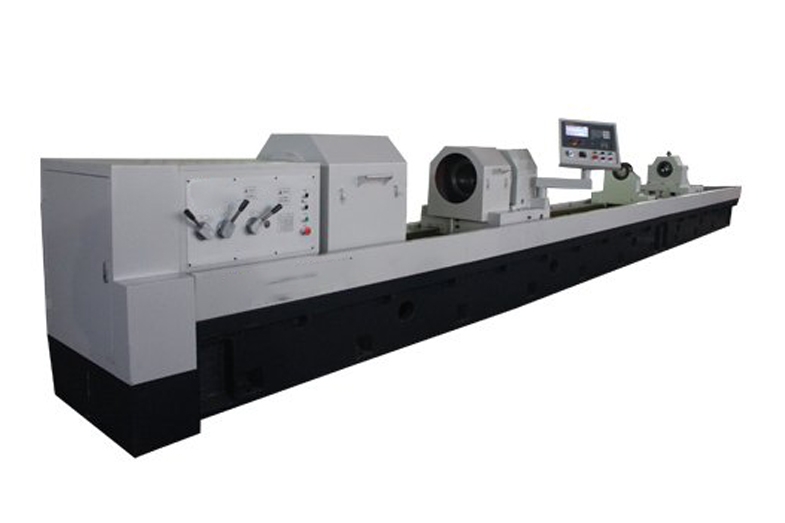
本厂家常年专业生产深孔钻镗床机床产品,有着多年的生产经验以及管理经验,很多客户不了解深孔钻镗床的使用各种功能,下面本文详细为您介绍本厂家生产的深孔钻镗床的十一大使用功能。1、床身部分:床身采用树脂砂造型,铸铁铸造,具有很好的外观和强度,筋板布局合理,Π型加强筋使床身具有优良的刚度、抗振性和抗断面畸变能力。床身采用分体拼接结构,导轨采用中频淬火磨削工艺,使得机床具有良好的耐磨性及精度保持性。床身导轨采用平-V形结构,承载能力大,导向精度好。导轨宽度650mm。2、加工深孔钻镗床价格床头箱部分:主轴箱选用30kw交流异步电机,转速为61-1000r/min,采用12级换档调速。变速齿轮经过高频淬火磨削工艺,深孔钻镗床价格主轴箱采用油液润滑形式,主轴前端采用迷宫密闭机构,可有效的防止漏油及外物进入主轴箱内。从而使的主轴刚性好、强度高、精度保持性好。

深孔钻镗床根据工件的长短,该产品选用两种加工工件艺:短工件采用授油器授油并液压顶紧;长工件采用由镗杆尾部授油,四爪卡盘夹紧,下面我们就来为您讲解深孔钻镗床的工作形式。加工深孔钻镗床价格1、工件旋转、刀具旋转和往复进给运动;2、工件旋转、刀具不旋转只作往复进给运动; 3、加工深孔钻镗床价格工件不旋转、刀具旋转和往复进给运动。深孔钻镗床的布局都是卧式的,深孔钻镗床的主参数是钻孔深度,感谢您的观看,如果您还想了解什么请及时与我们联系,欢迎合作!

深孔钻镗床现在已经逐步了广泛的应用,对于该设备的工作人员需要经过一定考试,合格后才能进行操作,关于深孔钻镗床的日常操作流程,大家具体了解多少呢,对它的详细了解将有助于有效延长深孔钻镗床的使用寿命,所以今天我们要为大家详细说明下关于深孔钻镗床的具体操作详情:1、深孔钻镗床开机前求检查机床各项工件是否正常,加油,检查袖标、油量是否足够,油质清洁、油路畅通。检查机床各操纵机构是否灵活、可靠,电器装置及接地是否良好。2、在钻孔过程中,钻头未退出前不准停机,工件牢固装夹在工作台,或专用工装上。机动进给钻通孔时在接近钻进时改为手动进给。3、加工深孔钻镗床价格工作前先低速空运转3-5min,确认润滑部分有油,装钻头时要将推孔、锥柄擦拭干净,拆卸时要用专用工具,严禁随意敲打及超性能使用。4、攻螺纹时,操纵可逆接合器使主轴正反转,严禁在工作过程中变速或改变进给量。5、深孔钻镗床价格工件钻孔后带钱削平面时,所有刀样与孔径接近,转动配合;深孔钻镗床发生异常现象时,立即停机排除,或通知维修工人处理。深孔钻镗床的具体操作详情就是这些,相信大家通过本篇信息,对该设备的操作已经有所了解了,大家一定要根据说明进行正确操作,只有这样才能有效延长其使用寿命。
深孔钻镗床主要用于深孔钻孔,扩孔,镗孔等深孔加工。但由于加工深度常达到十几米甚至几十米,在加工过程中,刀具损坏状况很难掌握,通常都由操作者根据自己的工作经验来判断。深孔钻镗床可以选择多轴钻床的钻头,我们应该如何进行选择呢,接下来为大家详细说明下:1、加工深孔钻镗床价格选择好的包管产事物量:目前,深孔钻镗床的钻头的生产厂商很多,分我国和入口。2、相识钻头的种类和独特的地方:印制板钻孔用钻头有直柄麻花钻头、定柄麻花钻头和定柄铲形、钻头。3、注意深孔钻镗床价格钻头的材质:印制板钻孔用钻头一般都接纳硬质合金,因为环氧玻璃布复铜箔板对刃具的磨损出格快。深孔钻镗床在选择多轴钻床的钻头时一定要根据说明进行正确选择,只有这样才能使其性能充分的展示,更多关于深孔钻镗床的信息,将继续为大家整理,欢迎及时查阅。




