
电 话:13583418900
18653459022
Q Q :844619474
邮 箱:844619474.com
网 址:www.dzystyjx.com
地 址:山东省德州市德城区新华工业园

对于深孔钻镗床的使用比较关心的便是其加工效率,其中包括切削速度和进给速度,切削速度是根据刀具结构、材料和工件材质确定,一般在50-100m/min。进给速度:根据加工工件情况和工艺情况确定,一般在10-100mm/min。要想对于深孔钻镗床更好的使用,除了需要了解这些知识外,还需要对其基本性能进行掌握,对此问题专业人员为我们做出总结:1) 在加工镗床专用刀厂家可完成内孔的钻、镗、扩、滚压加工。2) 加工时,工件旋转、刀具进给,切削液通过授油器进入切削区,冷却、润滑切削区并带走切屑。3) 镗床专用刀厂家钻孔时采用BTA内排屑的工艺方式。镗孔时采用镗杆内供切削液向前(床头端)排切削液、排切屑的工艺方式。4) 根据用户的需求,深孔钻镗床可带钻(镗)杆箱,工件可低速旋转,刀具高速旋转,提高加工效率。

关于深孔钻镗床的相关知识点大家了解多少呢?为了方便用户能够更好的了解相关知识点,下面由我们的工作人员为大家简单介绍一下其相关知识点,方便更好的人去了解。加工镗床专用刀厂家是处于封闭或半封闭的状态下,所以不能直接观察到刀具的切削情况。镗床专用刀厂家目前只能凭经验,通过听声音、看切削、观察深孔钻镗床负荷及压力表、触摸震动等外观现象来判断切削过程是否正常。切屑不易排出。由于孔深,切屑经过的路线长,容易发生堵塞,造成钻头崩刀。因此切屑的长短和形状要加以控制,并要进行强制性排屑。以上就是深孔钻镗床的相关知识点,感谢您的观看和支持,后期会整理更多资讯给大家,敬请关注我们的网站更新知识。
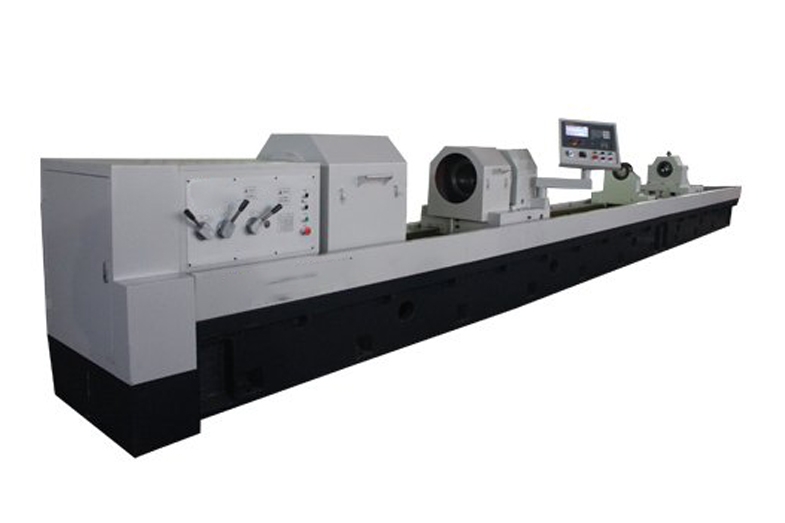
深孔钻镗床是加工圆柱形深孔零件的专用机床,适用于圆柱形深孔工件的钻镗削加工,镗孔时采用授油器供油,通过切削区,把切屑排向床头的排屑斗。镗床专用刀厂家钻孔时采用内排屑方式(BTA)方式,即授油器供油,通过切削区,把切屑由钻杆内部排向床身后部的排屑斗。深孔钻镗床结构:深孔钻镗床采用PLC控制,授油器和进给拖板往复运动均采用伺服电机控制,传动采用居两导轨中部的齿条传动,保证了加工镗床专用刀厂家超长运动中进给传动的精度和刚性的要求。床体两侧安装防护,并采用地上油箱结构,改善了机床环境。机床可配备自动或手动涨缩组合刀具,大大提高了机床加工效率。
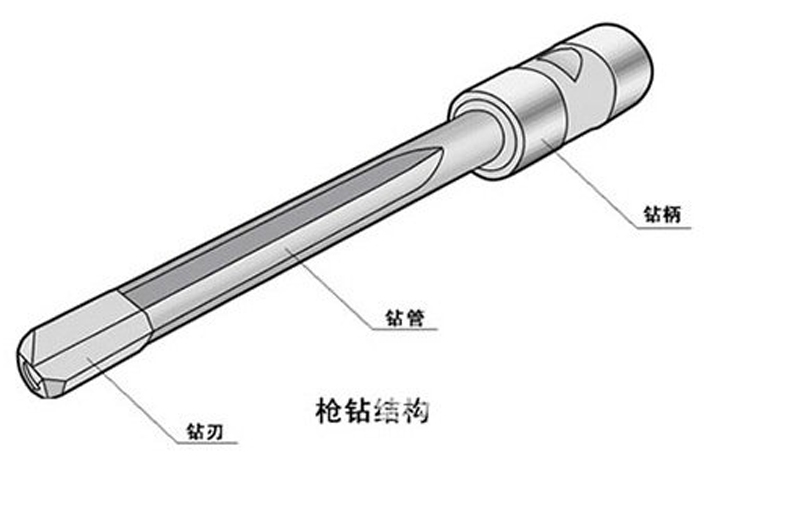
深孔钻镗床是我们在加工一些零件时经常用到的工具之一,深孔钻镗床用于加工孔径比(D/L)为1:6以上的深孔,如枪管、炮筒和机床主轴等部件中的深孔。工件旋转(或工件、刀具同时旋转)的深孔钻床类似于卧式车床。深孔钻床有通用的,专用的和由普通车床改装的,为了便于冷却和排屑,深孔钻床的布局都是卧式的,深孔钻床的主参数是钻孔深度。我们一起来探讨深孔钻镗床。1.镗床专用刀厂家的基本结构枪钻是由床体、主轴箱、集屑器、授油器、钻杆箱、工件支架、钻杆支架、进给系统、高压冷却系统、数控电气系统、液压系统组成。2.加工镗床专用刀厂家的工作过程表现被加工的工件由主轴箱和集屑器的锥顶盘顶紧,钻头由钻杆箱带动高速旋转实现切削运动,伺服电机带动滚珠丝杠推动钻杆箱实现进给运动,授油器将高压冷却油由钻头的尾部注入,从钻头的内孔直达工件的切削部位,钻屑由冷却液沿钻头的导屑槽冲到集屑器,进入集屑斗,冷却液经滤纸和磁过滤后回到油箱继续使用。以上叙述就是我们对于深孔钻镗床所进行的演技分析,希望能对您有所帮助,欢迎合作!




