
电 话:13583418900
18653459022
Q Q :844619474
邮 箱:844619474.com
网 址:www.dzystyjx.com
地 址:山东省德州市德城区新华工业园

深孔钻镗床的主参数是比较大的钻孔深度,通常都是卧式的。在深孔钻镗床中,比较常用的就是他的专用刀具,那么这些专用刀具在选用的选用的时候都有哪些原则呢?今天就由我们的技术人员在这里为大家详细介绍一下。深孔钻镗床的刀具一般都是内排屑、三刃的深孔镗头,刀体上都有有两个导条和三个切削刀,按规格通常被分为小刀架式组合镗刀刀柄、整体硬质合金镗刀、深孔镗刀等等。加工深孔加工刀具生产厂家深孔镗头有两个出屑口,出屑口往外延伸2到5毫米。深孔镗刀都是采用内排屑,润滑油从镗杆外部进入,经导条和切削刃,后折回经镗杆空腔带出切屑向后排除,充分润滑并冷却镗头切削刃和导条。采用超硬刀具材料制造切削刃和导条,可提高深孔镗削的速度。对于深孔钻镗床的刀具选用问题我们暂时就为您讲到这,希望能给您起到一定的帮助,感谢各位的支持与观看,欢迎与深孔加工刀具生产厂家进行合作!如果您购买我们的产品,欢迎与我们的客服人员联系,我们会为您提供服务。
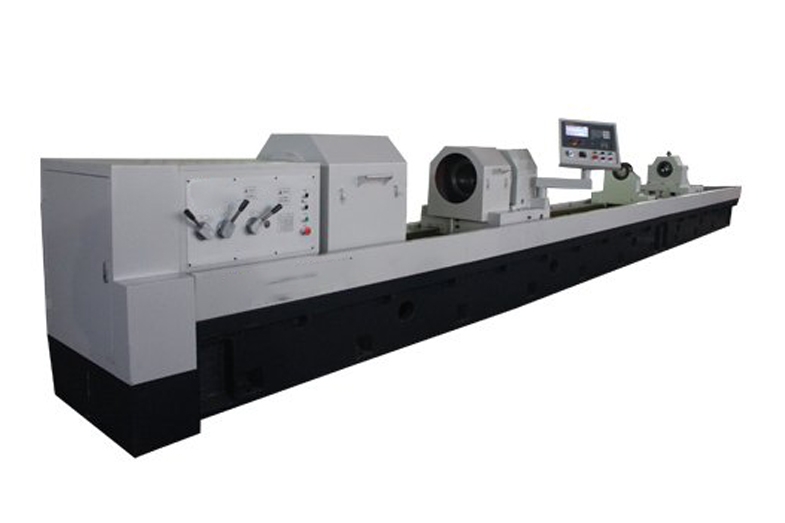
为了让大家更深入的了解深孔钻镗床,小编为大家介绍以下知识点:数控深孔钻镗床的主要结构:1.加工深孔加工刀具生产厂家机床由床身。床头箱、授油器、拖板、拖板进给系统、中心架、拖架、镗杆支架、镗杆箱、冷却系统、电气系统、液压系统、排屑装置等主要部件组成。2.机床床身、拖板、箱体、授油器体、支架体等零部件均采用高强度铸铁、树脂砂造型,保证机床刚性好、强度高、精度保持性好。床身采用我国较先额中频淬火,淬火深度3—5mm,HRC48-52,耐磨性较高。3. 深孔加工刀具生产厂家由授油器授油,授油器装置与机床主轴同心度高,更换导向套方便。镗削方式为推镗,排屑方式为前排屑。工件旋转,工件俩端外圆倒角大于5×30°,为工件夹紧定位用。镗杆旋转并由拖板带动实现纵向进给。深孔钻镗床床身 机床的床身是由多节床体组合而成,床体是三面封闭且有斜置筋板的结构,刚性较好。床身导轨式矩形的,承受能力大,导向精度好,导轨经过了淬火处理,耐磨性较高。床身导轨的凹槽中,安装着进给丝杠,丝杠是由多节组合而成,两端由支架支撑,中间由两个拖架铺助支撑,拖架可以沿凹槽底部的导轨移动,其行程与停留时靠拖板部分上的拉板和滚柱来控制。床身的前壁有一T型槽,其上装有镗杆支架定程座和拖板定程座,以便控制拖板和镗杆支架的位置。床身前壁装有齿条,与手动装置的齿轮啮合,供移动中心架、托架、镗杆支架用。以上就是关于深孔钻镗床的专业小知识,希望可以帮到您。

随着科学技术的发展,各种设备都在进步,其中也包括了我们经常使用的深孔镗头,在加工技术这方面有很多需要改进的地方,那么该如何对深孔镗头的加工技术进行改进呢?下面由我们的工作人员来给大家简单介绍一下其相关知识点。 深孔镗头加工中的刀杆受到孔径的限制,有长度大、直径小的特点,导致刚性差、强度低,切削时深孔镗头还会产生振动、波纹和锥度,这些都会影响深孔镗头加工中的直线度和表面粗糙度,是从事加工的厂家要解决的问题。为了能够减少加工深孔加工刀具生产厂家阻力,大多数用润滑液起到润滑作用,但没有特殊装置的冷却润滑液很难进入到切削区,导致刀具耐用度较低,排屑困难,这也需要深孔加工厂家多加注意并进行改进。 以上就是深孔加工刀具生产厂家的相关知识点,希望以上的内容能够对大家有所帮助,如果大家有哪里不懂的地方或者有想要了解的可以直接联系我们的工作人员,我们将为您竭诚的服务以及提供的产品。

随着经济的不断发展,深孔钻镗床在机床的加工中的作用越来越重要,我们都知道深孔钻镗床用于加工孔径比(D/L)为1:6以上的深孔,如枪管、炮筒和机床主轴等部件中的深孔。而深孔钻镗床有通用的,专用的和由普通车床改装的,为了便于冷却和排屑,深孔钻镗床的主参数是较大钻孔深度。那么除此之外,该产品在加工的过程中,还应该具备哪些条件呢?我们一起来了解一下。首先在加工深孔加工刀具生产厂家的加工过程中,要保证钻杆支架、刀具导向套与床头箱主轴和钻杆箱主轴的同轴度。在过程中还要注意无级调节进给运动速度。而且深孔加工刀具生产厂家还要具备足够压力、流量和洁净的切削液系统。当然控制指示装置也是的,如主轴载荷(转矩)表、进给速度表、切削液压力表、切削液流量控制表、过滤控制器及切削液温度监测等。

深孔钻镗床用途及适用范围:本产品主要用于黑色金属及有色金属在高负荷低转速条件下的切削加工:如钻孔、镗孔、插齿、滚齿、螺纹切削、铰孔、攻丝及高精度打孔专用枪钻的润滑,也可以作为高速金属切削、刮削、滚轧加工的润滑剂等。本产品根据基础油品及添加剂的不同分为几个等级,分别适用与普通碳钢、铜、铝、不锈钢、钛、镍等合金钢的深孔加工。深孔钻镗床虽然属于切削工艺,但和传统切削又有所不同。深孔钻镗床在加工初期,钻头和工件一接触,加工深孔加工刀具生产厂家压力就达到2000N左右,温度瞬时增高,深孔加工刀具生产厂家要求所选油品粘度高低,冷却性要好.排屑要顺畅;加工结束时压力大约在4000N左右,如果所选油品的压值(PD)低于4000N或者油品中压剂释放速度慢的话,那么冒烟.钻头磨损快就是必然的了,所以选择的压剂只要粘度低.并且在2000N-4000N这个阶段能够迅速释放.压值在6080以上就可以了。

火箭弹身、火炮炮管、油缸孔和轴的轴向油孔都对加工精度和表面质量有着较高的要求,大多使用深孔镗头加工技术进行实施。但是,这项技术并不是,它还有很多地方需要改进。深孔镗头加工中的刀杆受到孔径的限制,有长度大、直径小的特点,导致刚性差、强度低,切削时还会产生振动、波纹和锥度,这些都会影响深孔加工中的直线度和表面粗糙度,是从事加工的厂家应该解决的问题。加工深孔加工刀具生产厂家深孔镗头钻孔和扩孔中,为减少阻力,大多使用润滑液起到润滑作用,但没有特殊装置的冷却润滑液很难进入到切削区,导致刀具耐用度较低,排屑困难,这也需要深孔加工厂家多加注意并进行改进。此外,深孔镗头加工需要经验丰富的工人进行操作,因为深孔加工刀具生产厂家加工过程中无法直接观察刀具的切削情况,经验不够丰富的工人无法正确判断切削过程是否正常,这也会影响切削的顺利进行。




