
电 话:13583418900
18653459022
Q Q :844619474
邮 箱:844619474.com
网 址:www.dzystyjx.com
地 址:山东省德州市德城区新华工业园

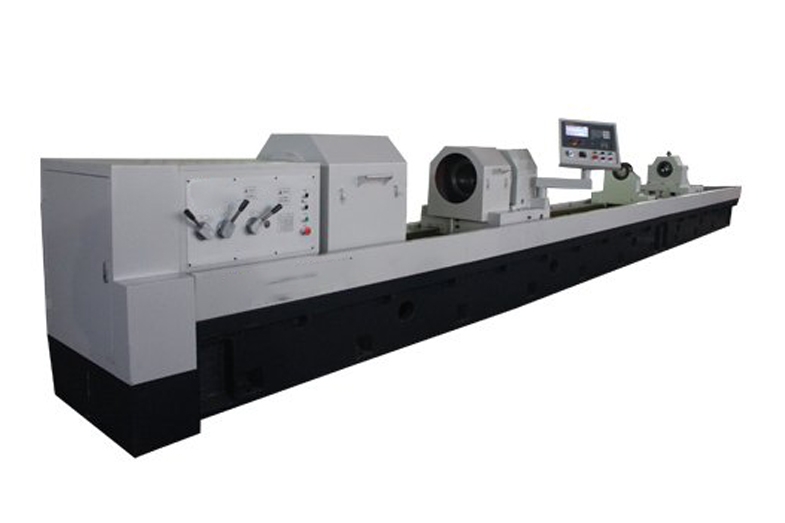
本厂家常年专业生产深孔钻镗床机床产品,有着多年的生产经验以及管理经验,很多客户不了解深孔钻镗床的使用各种功能,下面本文详细为您介绍本厂家生产的深孔钻镗床的十一大使用功能。1、床身部分:床身采用树脂砂造型,铸铁铸造,具有很好的外观和强度,筋板布局合理,Π型加强筋使床身具有优良的刚度、抗振性和抗断面畸变能力。床身采用分体拼接结构,导轨采用中频淬火磨削工艺,使得机床具有良好的耐磨性及精度保持性。床身导轨采用平-V形结构,承载能力大,导向精度好。导轨宽度650mm。2、定做深孔加工刀具生产厂家床头箱部分:主轴箱选用30kw交流异步电机,转速为61-1000r/min,采用12级换档调速。变速齿轮经过高频淬火磨削工艺,深孔加工刀具生产厂家主轴箱采用油液润滑形式,主轴前端采用迷宫密闭机构,可有效的防止漏油及外物进入主轴箱内。从而使的主轴刚性好、强度高、精度保持性好。

深孔钻镗床是深孔加工机械的一种,深孔加工是指孔深与孔径之比大于5~10倍的孔加工,普通的定做深孔加工刀具生产厂家深孔可以采用加长或者接长麻花钻。对于孔径比大于20~100倍的特深孔,用专用的设备和深孔刀具进行加工。在一般的深孔加工过程中,孔为半封闭,这样容易造成断屑、排屑难,导热性差,冷却润滑不易,还会出现刀具刚性差、易抖动、震动、变形、折断等情况。我公司经过长期的经验和研发,深孔加工刀具生产厂家研制的适合深孔钻镗床各种加工方法的整套刀具系统,这套刀具系统包括排屑单双刃深孔钻、内排屑BTA系列类、立铣刀类和各种特殊成型的定制深孔刀具
对于深孔钻镗床的使用比较关心的便是其加工效率,其中包括切削速度和进给速度,切削速度是根据刀具结构、材料和工件材质确定,一般在50-100m/min。进给速度:根据加工工件情况和工艺情况确定,一般在10-100mm/min。要想对于深孔钻镗床更好的使用,除了需要了解这些知识外,还需要对其基本性能进行掌握,对此问题专业人员为我们做出总结:1) 在定做深孔加工刀具生产厂家可完成内孔的钻、镗、扩、滚压加工。2) 加工时,工件旋转、刀具进给,切削液通过授油器进入切削区,冷却、润滑切削区并带走切屑。3) 深孔加工刀具生产厂家钻孔时采用BTA内排屑的工艺方式。镗孔时采用镗杆内供切削液向前(床头端)排切削液、排切屑的工艺方式。4) 根据用户的需求,深孔钻镗床可带钻(镗)杆箱,工件可低速旋转,刀具高速旋转,提高加工效率。

在对大多数机床运行工作时都不是单独存在,大多数都是需要相关部件的配合,例如对于深孔钻镗床的使用需要刀具的运行一样,今天专业技术人员就对于其刀具的运行原理进行介绍; 在哦我们使用深孔钻镗床进行正常加工过程中,随着钻孔的深入,定做深孔加工刀具生产厂家刀具所受钻削扭矩基本保持不变,电机的功率也基本保持不变。当刀具损坏后,则刀具所受扭矩变大,从而引起电机电流,通过PLC的模拟量输入模块将检测到模拟量信号转变为数字量信号,利用PLC的运算功能与设定值进行比较,来确定刀具是否损坏。如果对于深孔加工刀具生产厂家的使用时发现了刀具的损坏需要及时解决,避免造成不必要的损失。

关于深孔钻镗床的相关知识点大家了解多少呢?为了方便用户能够更好的了解我们的产品,下面由深孔镗头厂家来给大家介绍一下进行深加工时深孔钻镗床需要满足什么样的条件。定做深孔加工刀具生产厂家1、保证钻杆支架(其上有钻杆支承套)、刀具导向套与床头箱主轴和钻杆箱主轴的同轴度。2、无级调节进给运动速度。3、足够压力、流量和洁净的切削液系统。4、深孔钻镗床刀具导向系统。深孔钻头在钻入工件前靠刀具导向保证刀头准确位置,导向套紧靠在工件端面。5、深孔加工刀具生产厂家具有控制指示装置,如主轴载荷(转矩)表、进给速度表、切削液压力表、切削液流量控制表、过滤控制器及切削液温度监测等。以上就是深孔镗头厂家为大家介绍的相关知识点,希望以上的内容能够帮助到大家,感谢您的观看和支持,如果大家有哪里不懂的地方或者有想要咨询的可以直接联系我们的工作人员,我们将为您竭诚的服务以及提供的产品。




