
电 话:13583418900
18653459022
Q Q :844619474
邮 箱:844619474.com
网 址:www.dzystyjx.com
地 址:山东省德州市德城区新华工业园

为了让大家更深入的了解深孔钻镗床,小编为大家介绍以下知识点:数控深孔钻镗床的主要结构:1.加工珩磨机床厂家机床由床身。床头箱、授油器、拖板、拖板进给系统、中心架、拖架、镗杆支架、镗杆箱、冷却系统、电气系统、液压系统、排屑装置等主要部件组成。2.机床床身、拖板、箱体、授油器体、支架体等零部件均采用高强度铸铁、树脂砂造型,保证机床刚性好、强度高、精度保持性好。床身采用我国较先额中频淬火,淬火深度3—5mm,HRC48-52,耐磨性较高。3. 珩磨机床厂家由授油器授油,授油器装置与机床主轴同心度高,更换导向套方便。镗削方式为推镗,排屑方式为前排屑。工件旋转,工件俩端外圆倒角大于5×30°,为工件夹紧定位用。镗杆旋转并由拖板带动实现纵向进给。深孔钻镗床床身 机床的床身是由多节床体组合而成,床体是三面封闭且有斜置筋板的结构,刚性较好。床身导轨式矩形的,承受能力大,导向精度好,导轨经过了淬火处理,耐磨性较高。床身导轨的凹槽中,安装着进给丝杠,丝杠是由多节组合而成,两端由支架支撑,中间由两个拖架铺助支撑,拖架可以沿凹槽底部的导轨移动,其行程与停留时靠拖板部分上的拉板和滚柱来控制。床身的前壁有一T型槽,其上装有镗杆支架定程座和拖板定程座,以便控制拖板和镗杆支架的位置。床身前壁装有齿条,与手动装置的齿轮啮合,供移动中心架、托架、镗杆支架用。以上就是关于深孔钻镗床的专业小知识,希望可以帮到您。

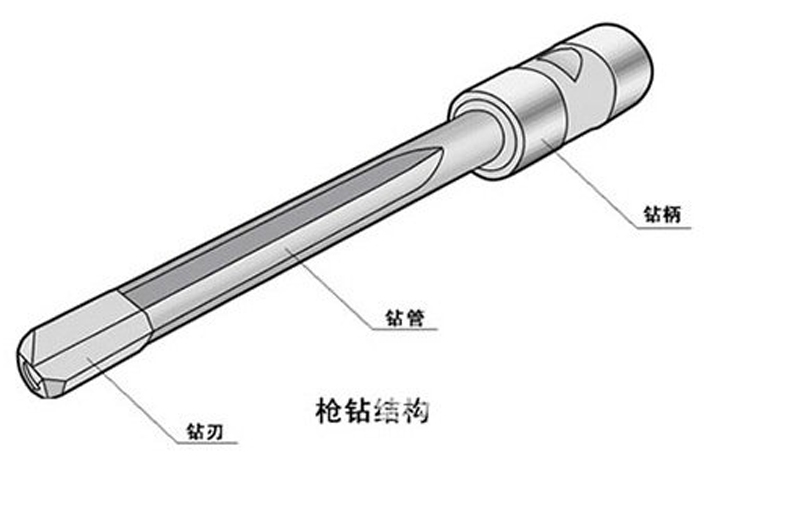
深孔钻镗床是我们在加工一些零件时经常用到的工具之一,深孔钻镗床用于加工孔径比(D/L)为1:6以上的深孔,如枪管、炮筒和机床主轴等部件中的深孔。工件旋转(或工件、刀具同时旋转)的深孔钻床类似于卧式车床。深孔钻床有通用的,专用的和由普通车床改装的,为了便于冷却和排屑,深孔钻床的布局都是卧式的,深孔钻床的主参数是钻孔深度。我们一起来探讨深孔钻镗床。1.珩磨机床厂家的基本结构枪钻是由床体、主轴箱、集屑器、授油器、钻杆箱、工件支架、钻杆支架、进给系统、高压冷却系统、数控电气系统、液压系统组成。2.加工珩磨机床厂家的工作过程表现被加工的工件由主轴箱和集屑器的锥顶盘顶紧,钻头由钻杆箱带动高速旋转实现切削运动,伺服电机带动滚珠丝杠推动钻杆箱实现进给运动,授油器将高压冷却油由钻头的尾部注入,从钻头的内孔直达工件的切削部位,钻屑由冷却液沿钻头的导屑槽冲到集屑器,进入集屑斗,冷却液经滤纸和磁过滤后回到油箱继续使用。以上叙述就是我们对于深孔钻镗床所进行的演技分析,希望能对您有所帮助,欢迎合作!

深孔钻镗床现在的应用范围不断增加,其性能了广大用户的普遍认可,我们在选择时需要注意一定的事项,大家具体了解多少呢,我们来详细了解下:(1)机床的工作精度与工序要求的加工精度相适应。根据零件的加工精度要求选择机床,如精度要求低的粗加工工序,应选择精度低的机床,精度要求高的精加工工序,应选用精度高的机床。(2)深孔钻镗床主要规格的尺寸应与工件的轮廓尺寸相适应。即小的工件应当选择小规格的机床加工,而大的工件则选择大规格的机床加工,做到设备的合理使用。(3)装夹方便、夹具结构简单也是选择数控设备是需要考虑的一个因素。选择采用卧式数控机床,还是选择立式数控机床,将直接影响所选择的夹具的结构和加工坐标系,直接关系到数控编程的难易程度和数控加工的可靠性。(4)该加工珩磨机床厂家结构取决于机床规格尺寸、加工工件的重量等因素的影响。(5)珩磨机床厂家的功率与刚度以及机动范围应与工序的性质和较合适的切削用量相适应。如粗加工工序去除的毛坯余量大,切削余量选得大,就要求德州机床有大的功率和较好的刚度。深孔钻镗床在选择时应该注意的事项主要就是这些,大家在选择时一定要根据说明进行正确操作,只有这样才能选到理想的产品。
随着经济的不断发展,深孔钻镗床在机床的加工中的作用越来越重要,我们都知道深孔钻镗床用于加工孔径比(D/L)为1:6以上的深孔,如枪管、炮筒和机床主轴等部件中的深孔。而深孔钻镗床有通用的,专用的和由普通车床改装的,为了便于冷却和排屑,深孔钻镗床的主参数是较大钻孔深度。那么除此之外,该产品在加工的过程中,还应该具备哪些条件呢?我们一起来了解一下。首先在加工珩磨机床厂家的加工过程中,要保证钻杆支架、刀具导向套与床头箱主轴和钻杆箱主轴的同轴度。在过程中还要注意无级调节进给运动速度。而且珩磨机床厂家还要具备足够压力、流量和洁净的切削液系统。当然控制指示装置也是的,如主轴载荷(转矩)表、进给速度表、切削液压力表、切削液流量控制表、过滤控制器及切削液温度监测等。

本厂家常年专业生产深孔钻镗床机床产品,有着多年的生产经验以及管理经验,很多客户不了解深孔钻镗床的使用各种功能,下面本文详细为您介绍本厂家生产的深孔钻镗床的十一大使用功能。1、床身部分:床身采用树脂砂造型,铸铁铸造,具有很好的外观和强度,筋板布局合理,Π型加强筋使床身具有优良的刚度、抗振性和抗断面畸变能力。床身采用分体拼接结构,导轨采用中频淬火磨削工艺,使得机床具有良好的耐磨性及精度保持性。床身导轨采用平-V形结构,承载能力大,导向精度好。导轨宽度650mm。2、加工珩磨机床厂家床头箱部分:主轴箱选用30kw交流异步电机,转速为61-1000r/min,采用12级换档调速。变速齿轮经过高频淬火磨削工艺,珩磨机床厂家主轴箱采用油液润滑形式,主轴前端采用迷宫密闭机构,可有效的防止漏油及外物进入主轴箱内。从而使的主轴刚性好、强度高、精度保持性好。

在机床行业不断发展的形式下,包括深孔钻镗床在内的多种机床都已经获得进一步的发展与应用,在此为了更好的促进用户对其了解,相关专业技术人员对其所具有基本性能总结如下:1、加工珩磨机床厂家的钻孔工作采用BTA内排屑的工艺方式。镗孔时采用向前(床头端)排切削液、排切屑的工艺方式。2、根据使用珩磨机床厂家加工工艺的需要,可安装钻杆箱,刀具旋转。降低工件转速,提高加工效率,保证加工质量。3、在我们使用深孔钻镗床进行加工时,工件旋转、刀具进给,切削液冷通过授油器(或镗杆)进入切削区,冷却、润滑切削区并带走切屑。以上几点是有关对于深孔钻镗床所具有基本性能的讲述,如果您对其还有其他不了解之处,可详情咨询我们专业工作人员。




