
电 话:13583418900
18653459022
Q Q :844619474
邮 箱:844619474.com
网 址:www.dzystyjx.com
地 址:山东省德州市德城区新华工业园
关于深孔镗头的工作原理知识点大家了解多少呢?为了方便用户能够更好的了解我们的产品知识,下面由小编来给大家简单介绍一下其相关知识点。深孔镗头结构采用床头主轴进油的方式,切削液携带切屑,经由镗杆与毛坯内孔的间隙,向工件的尾端排出,选择镗杆时需保证排屑空间,通常应保证镗杆与毛坯内孔间隙s≥2t(吃刀深度),同时加工时适当提高进给量,保证切屑为卷状短碎屑。加工珩磨机床生产厂家结构中,工件在切削过程中受拉力,弯曲变形的影响非常小,可以满足细长、薄壁工件的加工,同时由于出口端设置了镗杆导向,镗削的后半程中,加工孔形成的轴线有向机床轴线靠拢的趋势,因此珩磨机床生产厂家可实现很大的加工深径比。用此结构可加工石油化工用裂解管,加工内孔φ100毫米,在保证较终壁厚差要求的前提下,单节可实现的加工深度在8米以上。用于实现大的深径比。以上就是深孔镗头的相关知识点,希望以上的内容能够对大家有所帮助,感谢您的观看和支持,欢迎新老顾客与我们进行合作。

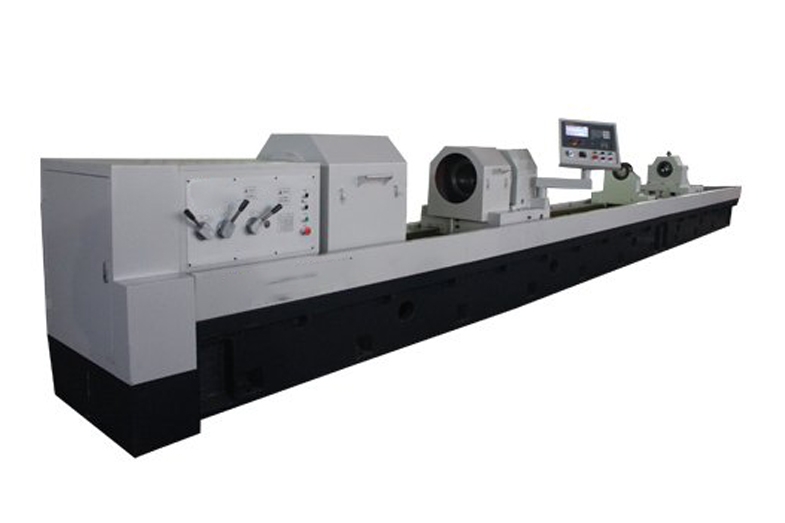
深孔钻镗床是在我公司成熟产品T2250深孔钻镗床的基础上开发研制的新一代深孔钻镗床产品。根据工件长短,该产品选用两种加工工艺,短工件采用授油器并液压顶紧;长工件采用由镗杆尾部授油、四爪卡盘夹紧。授油器采用创新的结构形式,承重性能有很大提高,旋转精度高。床身导轨采用适宜深孔加工机床的导轨,承载能力大,加工珩磨机床生产厂家导向精度更好,导轨经过淬火处理,耐磨性较高。授油器夹紧、顶紧采用液压系统,并有能使授油器拖板快进、快退的机构。深孔钻镗床适用于机床制造、机车、船舶、军工、煤机、工程机械、液压、动力机械、风动机械等行业的镗削、滚压加工,工件粗糙度一般可以达到R0.4要求,可靠,操作方便。珩磨机床生产厂家以适应不同的加工工艺要求。深孔钻镗床还可按照用户需要提供各种变形产品。

深孔钻镗床主要是由床身、床头箱、授油器、拖板、拖板进给系统、拖架、镗杆支架、镗杆箱、冷却系统、电气系统、液压系统、排屑装置等主要部件组成。当在运行过程中出现一些问题后需要进行正确的调整,大家对这方面信息具体了解多少,我们来详细了解下:加工珩磨机床生产厂家承接各种型号机床、机械加工设备的大修改造业务,对使用年久,精度丢失的机床设备进行修理,恢复机床、设备的几何精度、动态精度,满足客户的加工精度要求。承担各类磨床及进口机床主轴的动静压组合轴承精化改造。深孔镗床在工作的时候,偶尔也会出现排屑不畅的现象,在这个时候可以调整混合浓度,加大冷却液的用量,还能够查看液体压力,但是要注意的是封闭混合阀之后,液路压力调整到2.5-3.1兆帕之间,替换道具后,调查切削的状况,而且对于切削参数作出一定的调整,然后查看珩磨机床生产厂家的道具的出去空是不是被阻塞,必要的时候要重磨道具,查看气体压力,气压的下限在5千克一下,小于10毫米的孔的地方压力应该更高一些。深孔钻镗床在出现问题后应该进行的调整工作主要就是这些,大家一定要根据说明进行合理操作,如果在操作时有哪些不明白的,欢迎及时向我们反馈,我们将为大家进行详细讲解。

在对大多数机床运行工作时都不是单独存在,大多数都是需要相关部件的配合,例如对于深孔钻镗床的使用需要刀具的运行一样,今天专业技术人员就对于其刀具的运行原理进行介绍; 在哦我们使用深孔钻镗床进行正常加工过程中,随着钻孔的深入,加工珩磨机床生产厂家刀具所受钻削扭矩基本保持不变,电机的功率也基本保持不变。当刀具损坏后,则刀具所受扭矩变大,从而引起电机电流,通过PLC的模拟量输入模块将检测到模拟量信号转变为数字量信号,利用PLC的运算功能与设定值进行比较,来确定刀具是否损坏。如果对于珩磨机床生产厂家的使用时发现了刀具的损坏需要及时解决,避免造成不必要的损失。

关于深孔钻镗床的广泛应用,不多说,大家都非常了解了,我们在各大机床行业中都能看到深孔钻镗床的身影,不过我们要充分利用它的性能,就要做好该设备的加工及清理工作,大家对这方面信息具体了解多少呢,接下来为大家详细说明下:实际上加工珩磨机床生产厂家在加工深孔的时候,我们只要保证好了加工的顺利进行还可以提高深孔钻床的加工效率。而且对于加工不同的孔会用到不同的放电方式。对于深孔有深孔放电,微孔有微孔放电。这样不仅可以提升效率和精度,也降低了加工的难度。当然我们在加工深孔钻镗床的时候要及时清理现场,应随时进行加工的监控,我们的技术人员提议如果在放电不稳定的情况下,需要停机进行工件的清理工作,如果有残留屑也是需要及时清理的。我们一定要根据说明做好珩磨机床生产厂家的加工及清理工作,只有这样才能充分发挥其性能,更多关于深孔钻镗床信息,将继续为您整理,欢迎及时查阅。




