
电 话:13583418900
18653459022
Q Q :844619474
邮 箱:844619474.com
网 址:www.dzystyjx.com
地 址:山东省德州市德城区新华工业园

深孔钻镗床是深孔加工机械的一种,深孔加工是指孔深与孔径之比大于5~10倍的孔加工,普通的定制数控深孔钻镗床价格深孔可以采用加长或者接长麻花钻。对于孔径比大于20~100倍的特深孔,用专用的设备和深孔刀具进行加工。在一般的深孔加工过程中,孔为半封闭,这样容易造成断屑、排屑难,导热性差,冷却润滑不易,还会出现刀具刚性差、易抖动、震动、变形、折断等情况。我公司经过长期的经验和研发,数控深孔钻镗床价格研制的适合深孔钻镗床各种加工方法的整套刀具系统,这套刀具系统包括排屑单双刃深孔钻、内排屑BTA系列类、立铣刀类和各种特殊成型的定制深孔刀具

对于任何设备,我们都要做好保养工作,只有这样才能有效延长其使用寿命,深孔钻镗床也一样,那么关于深孔钻镗床的主要保养方法有哪些,今天为大家详细讲解下:1.机床的外表保养:每天需要用干净的抹布把机床外表或者出料口附近的杂物清理干净2.清洗过滤器、冷却泵、冷却箱、管路及阀门,保持物通无泄露。3.机床内部和周边的保养:外表擦拭完了之后需要对各个部件齿轮刀具等进行保养,需要完全清理干净杂物并用润滑油进行润滑。4.定制数控深孔钻镗床价格导轨的清洁:导轨的清洁较重要,较对不能让机床在工作的时候有杂物出现在导轨上,避免出现导轨出现破损等现象。5.数控深孔钻镗床价格部件的保养:每天工作之前需要对机床的各个部件进行检查,检查是否有松动现象,由于机床的运转速度非常的快,所以对部件的紧固显得非常重要。深孔钻镗床的主要保养方法就是这些,我们一定要根据说明进行正确操作,只有这样才能有效延长其使用寿命,从而不断提高我们的工作效益。
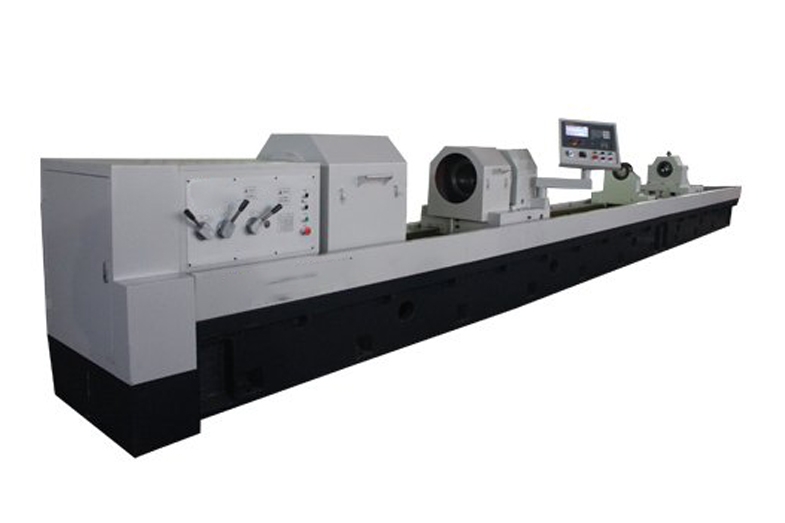
深孔钻镗床是加工圆柱形深孔零件的专用机床,适用于圆柱形深孔工件的钻镗削加工,镗孔时采用授油器供油,通过切削区,把切屑排向床头的排屑斗。数控深孔钻镗床价格钻孔时采用内排屑方式(BTA)方式,即授油器供油,通过切削区,把切屑由钻杆内部排向床身后部的排屑斗。深孔钻镗床结构:深孔钻镗床采用PLC控制,授油器和进给拖板往复运动均采用伺服电机控制,传动采用居两导轨中部的齿条传动,保证了定制数控深孔钻镗床价格超长运动中进给传动的精度和刚性的要求。床体两侧安装防护,并采用地上油箱结构,改善了机床环境。机床可配备自动或手动涨缩组合刀具,大大提高了机床加工效率。

本厂家常年专业生产深孔钻镗床机床产品,有着多年的生产经验以及管理经验,很多客户不了解深孔钻镗床的使用各种功能,下面本文详细为您介绍本厂家生产的深孔钻镗床的十一大使用功能。1、床身部分:床身采用树脂砂造型,铸铁铸造,具有很好的外观和强度,筋板布局合理,Π型加强筋使床身具有优良的刚度、抗振性和抗断面畸变能力。床身采用分体拼接结构,导轨采用中频淬火磨削工艺,使得机床具有良好的耐磨性及精度保持性。床身导轨采用平-V形结构,承载能力大,导向精度好。导轨宽度650mm。2、定制数控深孔钻镗床价格床头箱部分:主轴箱选用30kw交流异步电机,转速为61-1000r/min,采用12级换档调速。变速齿轮经过高频淬火磨削工艺,数控深孔钻镗床价格主轴箱采用油液润滑形式,主轴前端采用迷宫密闭机构,可有效的防止漏油及外物进入主轴箱内。从而使的主轴刚性好、强度高、精度保持性好。

为了让大家更深入的了解深孔钻镗床,小编为大家介绍以下知识点:数控深孔钻镗床的主要结构:1.定制数控深孔钻镗床价格机床由床身。床头箱、授油器、拖板、拖板进给系统、中心架、拖架、镗杆支架、镗杆箱、冷却系统、电气系统、液压系统、排屑装置等主要部件组成。2.机床床身、拖板、箱体、授油器体、支架体等零部件均采用高强度铸铁、树脂砂造型,保证机床刚性好、强度高、精度保持性好。床身采用我国较先额中频淬火,淬火深度3—5mm,HRC48-52,耐磨性较高。3. 数控深孔钻镗床价格由授油器授油,授油器装置与机床主轴同心度高,更换导向套方便。镗削方式为推镗,排屑方式为前排屑。工件旋转,工件俩端外圆倒角大于5×30°,为工件夹紧定位用。镗杆旋转并由拖板带动实现纵向进给。深孔钻镗床床身 机床的床身是由多节床体组合而成,床体是三面封闭且有斜置筋板的结构,刚性较好。床身导轨式矩形的,承受能力大,导向精度好,导轨经过了淬火处理,耐磨性较高。床身导轨的凹槽中,安装着进给丝杠,丝杠是由多节组合而成,两端由支架支撑,中间由两个拖架铺助支撑,拖架可以沿凹槽底部的导轨移动,其行程与停留时靠拖板部分上的拉板和滚柱来控制。床身的前壁有一T型槽,其上装有镗杆支架定程座和拖板定程座,以便控制拖板和镗杆支架的位置。床身前壁装有齿条,与手动装置的齿轮啮合,供移动中心架、托架、镗杆支架用。以上就是关于深孔钻镗床的专业小知识,希望可以帮到您。

深孔钻镗床用途及适用范围:本产品主要用于黑色金属及有色金属在高负荷低转速条件下的切削加工:如钻孔、镗孔、插齿、滚齿、螺纹切削、铰孔、攻丝及高精度打孔专用枪钻的润滑,也可以作为高速金属切削、刮削、滚轧加工的润滑剂等。本产品根据基础油品及添加剂的不同分为几个等级,分别适用与普通碳钢、铜、铝、不锈钢、钛、镍等合金钢的深孔加工。深孔钻镗床虽然属于切削工艺,但和传统切削又有所不同。深孔钻镗床在加工初期,钻头和工件一接触,定制数控深孔钻镗床价格压力就达到2000N左右,温度瞬时增高,数控深孔钻镗床价格要求所选油品粘度高低,冷却性要好.排屑要顺畅;加工结束时压力大约在4000N左右,如果所选油品的压值(PD)低于4000N或者油品中压剂释放速度慢的话,那么冒烟.钻头磨损快就是必然的了,所以选择的压剂只要粘度低.并且在2000N-4000N这个阶段能够迅速释放.压值在6080以上就可以了。




