
电 话:13583418900
18653459022
Q Q :844619474
邮 箱:844619474.com
网 址:www.dzystyjx.com
地 址:山东省德州市德城区新华工业园

关于深孔钻镗床的相关知识点大家了解多少呢?为了方便用户能够更好的了解相关知识点,下面由我们的工作人员为大家简单介绍一下其相关知识点,方便更好的人去了解。定制刮削滚光机厂家是处于封闭或半封闭的状态下,所以不能直接观察到刀具的切削情况。刮削滚光机厂家目前只能凭经验,通过听声音、看切削、观察深孔钻镗床负荷及压力表、触摸震动等外观现象来判断切削过程是否正常。切屑不易排出。由于孔深,切屑经过的路线长,容易发生堵塞,造成钻头崩刀。因此切屑的长短和形状要加以控制,并要进行强制性排屑。以上就是深孔钻镗床的相关知识点,感谢您的观看和支持,后期会整理更多资讯给大家,敬请关注我们的网站更新知识。

为了让大家更深入的了解深孔钻镗床,小编为大家介绍以下知识点:数控深孔钻镗床的主要结构:1.定制刮削滚光机厂家机床由床身。床头箱、授油器、拖板、拖板进给系统、中心架、拖架、镗杆支架、镗杆箱、冷却系统、电气系统、液压系统、排屑装置等主要部件组成。2.机床床身、拖板、箱体、授油器体、支架体等零部件均采用高强度铸铁、树脂砂造型,保证机床刚性好、强度高、精度保持性好。床身采用我国较先额中频淬火,淬火深度3—5mm,HRC48-52,耐磨性较高。3. 刮削滚光机厂家由授油器授油,授油器装置与机床主轴同心度高,更换导向套方便。镗削方式为推镗,排屑方式为前排屑。工件旋转,工件俩端外圆倒角大于5×30°,为工件夹紧定位用。镗杆旋转并由拖板带动实现纵向进给。深孔钻镗床床身 机床的床身是由多节床体组合而成,床体是三面封闭且有斜置筋板的结构,刚性较好。床身导轨式矩形的,承受能力大,导向精度好,导轨经过了淬火处理,耐磨性较高。床身导轨的凹槽中,安装着进给丝杠,丝杠是由多节组合而成,两端由支架支撑,中间由两个拖架铺助支撑,拖架可以沿凹槽底部的导轨移动,其行程与停留时靠拖板部分上的拉板和滚柱来控制。床身的前壁有一T型槽,其上装有镗杆支架定程座和拖板定程座,以便控制拖板和镗杆支架的位置。床身前壁装有齿条,与手动装置的齿轮啮合,供移动中心架、托架、镗杆支架用。以上就是关于深孔钻镗床的专业小知识,希望可以帮到您。
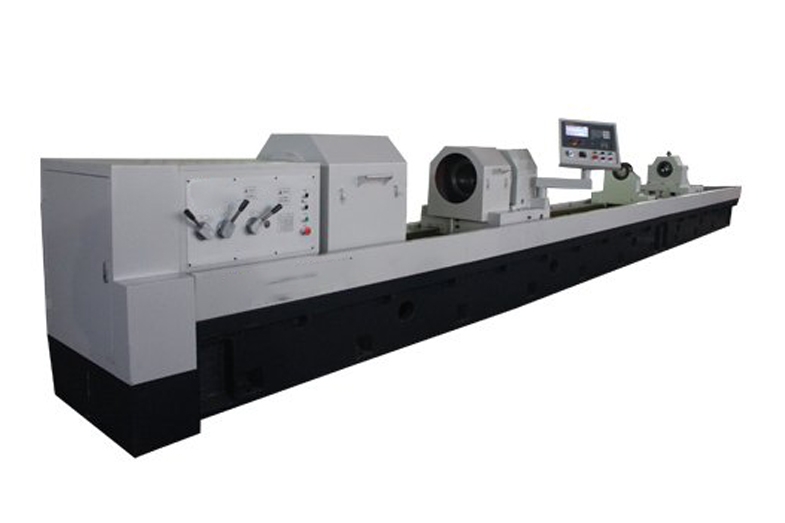
深孔钻镗床是在我公司成熟产品T2250深孔钻镗床的基础上开发研制的新一代深孔钻镗床产品。根据工件长短,该产品选用两种加工工艺,短工件采用授油器并液压顶紧;长工件采用由镗杆尾部授油、四爪卡盘夹紧。授油器采用创新的结构形式,承重性能有很大提高,旋转精度高。床身导轨采用适宜深孔加工机床的导轨,承载能力大,定制刮削滚光机厂家导向精度更好,导轨经过淬火处理,耐磨性较高。授油器夹紧、顶紧采用液压系统,并有能使授油器拖板快进、快退的机构。深孔钻镗床适用于机床制造、机车、船舶、军工、煤机、工程机械、液压、动力机械、风动机械等行业的镗削、滚压加工,工件粗糙度一般可以达到R0.4要求,可靠,操作方便。刮削滚光机厂家以适应不同的加工工艺要求。深孔钻镗床还可按照用户需要提供各种变形产品。

在机床行业不断发展的形式下,包括深孔钻镗床在内的多种机床都已经获得进一步的发展与应用,在此为了更好的促进用户对其了解,相关专业技术人员对其所具有基本性能总结如下:1、定制刮削滚光机厂家的钻孔工作采用BTA内排屑的工艺方式。镗孔时采用向前(床头端)排切削液、排切屑的工艺方式。2、根据使用刮削滚光机厂家加工工艺的需要,可安装钻杆箱,刀具旋转。降低工件转速,提高加工效率,保证加工质量。3、在我们使用深孔钻镗床进行加工时,工件旋转、刀具进给,切削液冷通过授油器(或镗杆)进入切削区,冷却、润滑切削区并带走切屑。以上几点是有关对于深孔钻镗床所具有基本性能的讲述,如果您对其还有其他不了解之处,可详情咨询我们专业工作人员。




